Welding, soldering, and brazing are three distinct processes used to join metal parts together. They differ primarily in terms of the temperatures involved and the types of filler materials used.
वेल्डिंग में जोड़ पर धातुओं को पिघलाने के लिए गर्मी का सीधा उपयोग किया जाता है| यह आम तौर पर एक विद्युत आर्क, एक गैस लौ, एक लेजर, या यहां तक कि घर्षण का उपयोग करके किया जाता है।
वेल्डिंग तापमान (Welding Temprature)
वेल्डिंग करने में अत्यधिक उच्च तापमान का प्रयोग होता है, जो की लगभग 3800 डिग्री सेल्सियस तक किया जाता है। आधार धातुएँ स्वयं पिघलती हैं और एक साथ जुड़ती हैं।
वेल्डिंग भराव सामग्री (Welding Filler Material)
कुछ मामलों में, जोड़ को मजबूत करने के लिए एक भराव सामग्री (वेल्डिंग रॉड या तार) का उपयोग किया जा सकता है। भराव सामग्री का गलनांक वेल्डिंग करने वाले धातुओं के अनुकूल होना चाहिए।
वेल्डिंग जोड़ की ताकत (Welding Strength of Joint)
वेल्डेड जोड़ आम तौर पर बहुत मजबूत होते हैं और अक्सर मूल सामग्री के समान या उससे भी अधिक मजबूत हो सकते हैं।
वेल्डिंग अनुप्रयोग (WeldingApplication):
वेल्डिंग का उपयोग हेवीड्यूटी अनुप्रयोगों में किया जाता है जहां उच्च संरचनात्मक मजबूती महत्वपूर्ण होती है, जैसे निर्माण, जहाज निर्माण, ऑटोमोटिव विनिर्माण और एयरोस्पेस उद्योग इत्यादि में।
वेल्डिंग के प्रकार (Types of Welding):
MIG (मेटल इनर्ट गैस) वेल्डिंग: एक तार इलेक्ट्रोड और एक इनर्ट गैस शील्ड का उपयोग किया जाता है।
TIG (टंगस्टन अक्रिय गैस) वेल्डिंग: एक गैरउपभोज्य टंगस्टन इलेक्ट्रोड और एक अक्रिय गैस शील्ड का उपयोग किया जाता है।
SMAW (शील्डेड मेटल आर्क वेल्डिंग): फ्लक्स में लेपित एक उपभोज्य इलेक्ट्रोड का उपयोग किया जाता है|
सोल्डरिंग में जोड़ को ऐसे तापमान पर गर्म करते है जहां सोल्डर (भराव सामग्री) पिघल जाती है और जोड़ में प्रवाहित होती है। वेल्डिंग के विपरीत, मूल धातुएँ पिघलती नहीं हैं।
तापमान (Soldering Temprature)
सोल्डरिंग कम तापमान पर होती है, आमतौर पर 450 डिग्री सेल्सियस (840 डिग्री फ़ारेनहाइट) से नीचे।
भराव सामग्री, जिसे सोल्डर के रूप में जाना जाता है, का गलनांक आधार धातुओं की तुलना में कम होता है। सामान्य सोल्डर सामग्री में टिन-लेड मिश्र धातु, सीसा रहित मिश्र धातु और विशेष प्रकार का मिश्र धातु शामिल हैं।
सोल्डरिंग जोड़ की ताकत (Soldering Strength of Joint)
वेल्डेड जोड़ों की तुलना में सोल्डर वाले जोड़ अपेक्षाकृत कमजोर होते हैं, लेकिन वे कई अनुप्रयोगों के लिए पर्याप्त होते हैं। इनका उपयोग आमतौर पर उन अनुप्रयोगों में किया जाता है जहां विद्युत चालकता महत्वपूर्ण है लेकिन इसका उपयोग उच्च यांत्रिक शक्ति में नहीं किया जा सकता है|
सोल्डरिंग अनुप्रयोग (Soldering Application):
सर्किट बोर्ड पर घटकों को जोड़ने के लिए इलेक्ट्रॉनिक्स में, साथ ही पाइप और फिटिंग को जोड़ने के लिए प्लंबिंग में सोल्डरिंग का बड़े पैमाने पर उपयोग किया जाता है।
सोल्डरिंग के प्रकार:
इलेक्ट्रिकल सोल्डरिंग: इलेक्ट्रॉनिक्स में सर्किट बोर्डों को सोल्डरिंग घटकों के लिए उपयोग किया जाता है।
प्लंबिंग सोल्डरिंग: तांबे के पाइप और फिटिंग को जोड़ने के लिए प्लंबिंग में उपयोग किया जाता है।
आभूषण सोल्डरिंग: धातु के टुकड़ों को जोड़ने के लिए आभूषण बनाने में उपयोग किया जाता है।
टांकना (Brazing)
टांकना प्रक्रिया (Brazing Process)
टांकना एक ऐसी प्रक्रिया है जिसमें दो या दो से अधिक धातुओं को जोड़ने के लिए एक भराव सामग्री, अक्सर पीतल मिश्र धातु का उपयोग किया जाता है। भराव धातु टांका लगाने की तुलना में उच्च तापमान पर पिघलती है लेकिन आधार धातुओं के पिघलने बिंदु से नीचे होती है।
टांकना तापमान (Brazing Temperature)
टांकना 450 से 1,150 डिग्री सेल्सियस (840 से 2,100 डिग्री फ़ारेनहाइट) के बीच तापमान पर होता है।
टांकना भराव सामग्री (Brazing Filler Material)
ब्रेज़िंग में भराव सामग्री आम तौर पर 450 डिग्री सेल्सियस से ऊपर के पिघलने वाली बिंदु के साथ एक मिश्र धातु होती है। सामान्य भराव सामग्री में पीतल, कांस्य और चांदी आधारित मिश्र धातु शामिल हैं।
टांकना जोड़ की ताकत (Strength of brazed joint)
ब्रेज़्ड जोड़, सोल्डर किए गए जोड़ों की तुलना में अधिक मजबूत होते हैं, हालांकि वेल्डेड जोड़ों जितने मजबूत नहीं होते हैं। वे अच्छी ताकत प्रदान करते हैं और अक्सर उन अनुप्रयोगों में उपयोग किए जाते हैं जहां मध्यम ताकत की आवश्यकता होती है।
टांकना अनुप्रयोग (brazing applications)
ब्रेज़िंग का उपयोग आमतौर पर प्लंबिंग, एचवीएसी सिस्टम और एयरोस्पेस और ऑटोमोटिव उद्योगों में धातु भागों को जोड़ने में किया जाता है। इसका उपयोग उपकरण, हीट एक्सचेंजर्स और विभिन्न प्रकार की मशीनरी के निर्माण में भी किया जाता है।
इन प्रक्रियाओं में से प्रत्येक की अपनी ताकत होती है और इन्हें अनुप्रयोग की विशिष्ट आवश्यकताओं के आधार पर चुना जाता है, जिसमें सामग्री अनुकूलता, संयुक्त ताकत और परिशुद्धता की आवश्यकता शामिल है।
Final Conclution of Diffrence Between Welding Soldering and Brazing
Steps
वेल्डिंग (Welding)
सोल्डरिंग (Soldering)
टांकना (Brazing)
प्रक्रिया
वेल्डिंग में जोड़ पर आधार धातुओं को पिघलाने के लिए ऊष्मा का सीधा उपयोग किया जाता है
सोल्डरिंग को जोड़ तापमान पर गर्म किया जाता है जहां सोल्डर (भराव सामग्री) पिघल जाती है और जोड़ में प्रवाहित होती है।
टांकना एक ऐसी प्रक्रिया है जिसमें दो या दो से अधिक धातुओं को जोड़ने के लिए एक भराव सामग्री, अक्सर पीतल मिश्र धातु का उपयोग किया जाता है।
तापमान
3800°C
450°C
450 – 1150 °C
मजबूती
बहुत ज्यादा
कम
वेल्डिंग की तुलना में कम मजबूत
भराव सामग्री
वेल्डिंग रॉड या तार
टिन-लेड मिश्र धातु, सीसा रहित मिश्र धातु
पीतल, कांस्य और चांदी आधारित मिश्र धातु
उपयोग
निर्माण, जहाज निर्माण, ऑटोमोटिव विनिर्माण और एयरोस्पेस उद्योग
इलेक्ट्रॉनिक्स में, साथ ही पाइप और फिटिंग को जोड़ने के लिए प्लंबिंग में
प्लंबिंग, एचवीएसी सिस्टम और एयरोस्पेस और ऑटोमोटिव उद्योगों
इस लेख में जानें कि रिपल्शन मोटर (Repulsion Motor) क्या है, यह कैसे काम करती है और इसके विभिन्न प्रकार और उपयोग क्या हैं। सरल हिंदी में पूरी तकनीकी जानकारी।
विद्युत मशीनों जैसे डीसी मोटर और डीसी जनरेटर का प्रदर्शन मुख्य रूप से उनके आर्मेचर वाइंडिंग पर निर्भर होता है। यह वाइंडिंग ही वह भाग है जो विद्युत ऊर्जा को यांत्रिक … Read more
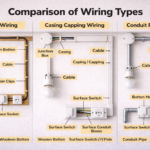
घरेलू वायरिंग (House Wiring) ITI Electrician trade का एक बहुत महत्वपूर्ण अध्याय है, क्योंकि इसी के माध्यम से छात्र घरों, छोटे भवनों और सामान्य उपभोक्ता स्थलों में सुरक्षित, व्यवस्थित और मानक … Read more
In the realm of science and engineering, standardized units of measurement are indispensable for ensuring consistency and accuracy. The International System of Units, known as SI Units, serves as the globally … Read more
Explore the world of welding (Types of Welding in Hindi)with this in-depth guide. Learn the definition, various processes, and different types of welds. Get insights into the fundamental techniques that make welding an indispensable skill across industries.
वेल्डिंग (Definition of Welding in Hindi) एक उपकरण या तकनीक है जिसका उपयोग धातु या उनके आपसी जुड़ाव के लिए किया जाता है। इस प्रक्रिया में धातु के दो या दो से अधिक टुकड़ों को एक साथ जोड़ा जाता है, जिससे वे सजीव रूप से एक हो जाते हैं। वेल्डिंग से उत्पन्न जोड़ काफी मजबूत और स्थिर होता है, और यह विभिन्न उद्देश्यों के लिए उपयोग हो सकता है, जैसे कि इमारत निर्माण, उपकरण निर्माण, उड़ान जहाजों का निर्माण, ऑटोमोटिव उद्योग आदि।
Types of Welding (वेल्डिंग के प्रकार)
आर्क वेल्डिंग(Arc Welding):
Shielded Metal Arc Welding (SMAW) शील्डेड मेटल आर्क वेल्डिंग :
इसे स्टिक वेल्डिंग के रूप में भी जाना जाता है, यह इलेक्ट्रोड और वर्कपीस के बीच एक इलेक्ट्रिक आर्क बनाने के लिए फ्लक्स में लेपित एक उपभोज्य इलेक्ट्रोड का उपयोग करता है।
Gas Metal Arc Welding गैस मेटल आर्क वेल्डिंग (जीएमएडब्ल्यू):
इसे अक्सर एमआईजी (मेटल इनर्ट गैस) वेल्डिंग के रूप में जाना जाता है, यह वेल्ड को संदूषण से बचाने के लिए एक सतत तार इलेक्ट्रोड और एक परिरक्षण गैस का उपयोग करता है।
GMAW के समान लेकिन फ्लक्स से भरे एक ट्यूबलर तार का उपयोग करता है, जिससे बाहरी परिरक्षण गैस की आवश्यकता समाप्त हो जाती है।
गैस वेल्डिंग(Gas Welding):
गैस वेल्डिंग (Gas Welding) एक विशेष प्रकार की वेल्डिंग प्रक्रिया है जिसमें दो या दो से अधिक धातु टुकड़ों को जोड़ने के लिए गैस के उपयोग की जाती है। इस प्रक्रिया में विद्वेष उपादानों को गरम करने और जलाने के लिए विभिन्न गैसेस जैसे कि एस्थिलीन, आर्गन, ऑक्सीजन, या इतर उपयुक्त गैसों का उपयोग किया जाता है।
गैस वेल्डिंग में, जलाने के लिए गैस तार का उपयोग किया जाता है जो गैस वेल्डिंग फ्लेम को उत्पन्न करता है। यह फ्लेम उच्च तापमान पर होता है और विद्वेष उपादानों को गरम करने के लिए उपयुक्त होता है, जिससे वे मेल हो जाते हैं और जुड़ जाते हैं।
गैस वेल्डिंग विभिन्न उद्योगों में उपयोग होती है और छोटे से बड़े परियोजनाओं के लिए समान्य रूप से उपयोग होती है, जैसे कि रूपांतरण काम, और धातु उत्पादन में।
ऑक्सी-एसिटिलीन वेल्डिंग (OAW): वेल्डिंग के लिए उच्च तापमान वाली लौ उत्पन्न करने के लिए ऑक्सीजन और एसिटिलीन गैसों के मिश्रण का उपयोग करता है।
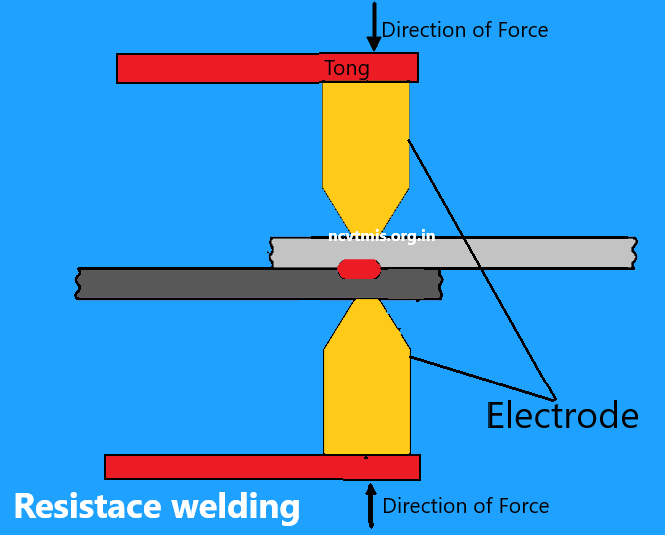
प्रतिरोध वेल्डिंग(Resistace welding):
प्रतिरोध वेल्डिंग (Resistance Welding) एक विशेष प्रकार की वेल्डिंग प्रक्रिया है जिसमें दो या दो से अधिक धातु टुकड़ों को उनके विद्वेषता को परिवर्तित किए बिना जोड़ने के लिए काम में लाया जाता है। इस प्रक्रिया में विद्वेष उपादानों को बीच में दबाकर और उन्हें उच्च विद्वेष विद्वेषता वाले स्थितियों में गरम किया जाता है।
स्पॉट वेल्डिंग (Spot Welding):
दबाव डालकर और उनमें विद्युत धारा प्रवाहित करके दो या दो से अधिक धातु सतहों को जोड़ना।
प्रोजेक्शन वेल्डिंग (Projection Welding):
स्पॉट वेल्डिंग के समान, लेकिन विशेष आकार के इलेक्ट्रोड की मदद से करंट को एक विशिष्ट क्षेत्र में केंद्रित करता है। सीम वेल्डिंग: ओवरलैपिंग सामग्री की पूरी लंबाई के साथ एक सतत वेल्ड बनाता है।
MRAC Welding Online CBT Exam Mock Test – Click Here Fitter Welding Online MCQ mock Test – Click Here Most Important Welding Symbol Chart – Click Here
टंगस्टन अक्रिय गैस वेल्डिंग (Tungsten Inert Gas Welding (TIG)):
टंगस्टन अर्गन गैस वेल्डिंग (Tungsten Inert Gas Welding), जिसे TIG वेल्डिंग भी कहते हैं, एक विशेष प्रकार की वेल्डिंग प्रक्रिया है जिसमें एक निष्क्रिय गैस (जैसे कि आर्गन) का उपयोग होता है और एक विद्वेष उपादान को जोड़ने के लिए इस्तेमाल होता है।
इस प्रक्रिया में, एक टंगस्टन इलेक्ट्रोड का उपयोग किया जाता है, जो विद्वेष उपादानों को गरम करने के लिए उपयोग होता है, लेकिन यह इलेक्ट्रोड अपने आप घुलता नहीं है। इसके बजाय, एक विद्वेष उपादान और वायर के बीच एक इलेक्ट्रिकल आर्क होता है, जो उपादान को गरम करता है और मेलता है।
TIG वेल्डिंग अक्सर उच्च गुणवत्ता वाली वेल्डिंग के रूप में जानी जाती है, खासकर वे स्थानों पर जहाँ छोटे और नूकीले जोड़ों की आवश्यकता होती है, जैसे कि कार के बनावट में और विभिन्न धातुओं के उपयोग के लिए।
गैस टंगस्टन आर्क वेल्डिंग (जीटीएडब्ल्यू) के रूप में भी जाना जाता है, यह वेल्ड का उत्पादन करने के लिए एक गैर-उपभोज्य टंगस्टन इलेक्ट्रोड का उपयोग करता है। एक अलग भराव सामग्री का उपयोग किया जा सकता है।
सबमर्ज्ड आर्क वेल्डिंग एक विशेष प्रकार की वेल्डिंग प्रक्रिया है जिसमें विद्वेष उपादानों को गरम करने और मेल करने के लिए इलेक्ट्रिकल आर्क का उपयोग किया जाता है, जो जल में समुद्र या अन्य तरल तत्वों के अंदर होता है। इस प्रक्रिया में विद्वेष उपादान जैसे कि लोहा या अल्यूमिनियम, विद्वेष बर्फ या लवण की बोटों, पाइप लाइन्स और अन्य अनुप्रयोगों को जोड़ने के लिए इस्तेमाल होते हैं।
इस प्रक्रिया में, एक विद्वेष उपादान के बीच एक इलेक्ट्रिकल आर्क उत्पन्न किया जाता है, जिसके कारण उपादानों को गरम करके मेला जाता है। इस प्रक्रिया में, एक विशेष रोड या तार को विद्वेष उपादान पर लगाया जाता है और फिर उसे जगह जगह हिलाया जाता है ताकि वेल्डिंग जोड़ बन सके।
सबमर्ज्ड आर्क वेल्डिंग अक्सर जल में समुद्री स्थलों में और जलसंपर्क करने वाली इंफ्रास्ट्रक्चर जैसे कि जेटी, नौसेना जहाज़, जहाजों के पाइपलाइन, और अन्य उपकरणों के निर्माण में प्रयुक्त होती है।
इलेक्ट्रॉन बीम वेल्डिंग एक विशेष वेल्डिंग प्रक्रिया है जो धातु के टुकड़ों को एक साथ जोड़ने के लिए उच्च-ऊर्जा इलेक्ट्रॉन बीम का उपयोग करती है। यह विधि उन वेल्डिंग सामग्रियों के लिए विशेष रूप से उपयोगी है जिन्हें पारंपरिक तरीकों या अत्यधिक प्रतिक्रियाशील सामग्रियों का उपयोग करके वेल्ड करना मुश्किल होता है।
इस प्रक्रिया में, उच्च-ऊर्जा इलेक्ट्रॉन उत्पन्न करने के लिए एक विशेष इलेक्ट्रॉन गन का उपयोग किया जाता है। इन इलेक्ट्रॉनों को धातु के वर्कपीस की ओर निर्देशित किया जाता है, जिससे वह गर्म हो जाता है। उच्च-ऊर्जा इलेक्ट्रॉन धातु को पिघली हुई अवस्था में लाते हैं, जिससे टुकड़े एक साथ जुड़ जाते हैं। इलेक्ट्रॉनों के बिखराव को रोकने के लिए यह वेल्डिंग प्रक्रिया वैक्यूम या कम दबाव वाले वातावरण में की जाती है।
इलेक्ट्रॉन बीम वेल्डिंग का उपयोग उच्च-गुणवत्ता वाले वेल्ड बनाने के लिए किया जाता है और इसका उपयोग विभिन्न उद्योगों जैसे एयरोस्पेस विनिर्माण, उच्च-प्रदर्शन उपकरण और अन्य विशेष अनुप्रयोगों में किया जाता है जहां सटीक और उच्च-गुणवत्ता वाले वेल्ड महत्वपूर्ण होते हैं।
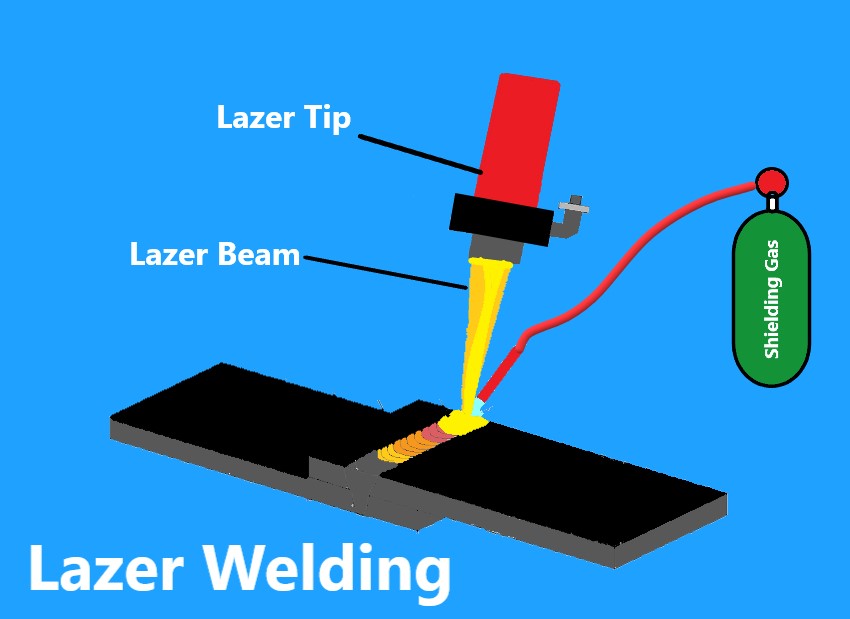
लेजर वेल्डिंग (Lazer Welding):
लेजर वेल्डिंग एक वेल्डिंग प्रक्रिया है जो दो या दो से अधिक वस्तुओं को जोड़ने के लिए उच्च-ऊर्जा लेजर बीम का उपयोग करती है। यह वस्तुओं के छोटे और तंत्रिका संबंधों के लिए विशेष रूप से उपयुक्त है।
लेजर वेल्डिंग प्रक्रिया में, असमान सामग्रियों को गर्म करने और वेल्ड करने के लिए एक उच्च ऊर्जा लेजर बीम का उपयोग किया जाता है। यह दो विभिन्न तत्वों को आपस में जोड़ती है.
लेजर वेल्डिंग विशेष रूप से उच्च गुणवत्ता वाले जोड़ बनाने में मदद करती है और आमतौर पर यांत्रिक कनेक्शन के साथ वस्तुओं को जोड़ने के लिए इसका उपयोग किया जाता है। इसका व्यापक रूप से विमानन, बागवानी, इलेक्ट्रॉनिक्स और चिकित्सा उपकरणों के निर्माण जैसे उद्योगों में उपयोग किया जाता है।
प्लाज्मा आर्क वेल्डिंग एक विशेष वेल्डिंग प्रक्रिया है जो धातुओं को एक साथ जोड़ने के लिए उच्च तापमान वाले प्लाज्मा का उपयोग करती है। इस प्रक्रिया में, धातुओं को गर्म करने और पिघलाने के लिए एक उच्च-ऊर्जा प्लाज्मा आर्क बनाने के लिए एक विद्युत चाप का उपयोग किया जाता है। प्लाज़्मा आर्क वेल्डिंग का उपयोग अक्सर उच्च गुणवत्ता वाले वेल्ड के उत्पादन के लिए किया जाता है और इसका उपयोग एयरोस्पेस, समुद्री, ऑटोमोटिव और धातु विज्ञान जैसे उद्योगों में किया जाता है।
इस प्रक्रिया के लिए एक विशेष प्लाज्मा आर्क वेल्डिंग मशीन की आवश्यकता होती है, जो वेल्डिंग के लिए आर्क के रूप में प्लाज्मा का उत्पादन और उपयोग करती है। यह विधि विशेष रूप से स्टेनलेस स्टील, अलौह धातुओं और उनके मिश्र धातुओं जैसी वेल्डिंग सामग्री के लिए उपयुक्त है।
घर्षण वेल्डिंग(Friction Welding):
घर्षण वेल्डिंग एक ठोस-अवस्था वेल्डिंग प्रक्रिया है जो दो सामग्रियों के बीच यांत्रिक घर्षण के माध्यम से गर्मी उत्पन्न करके उन्हें जोड़ती है। पारंपरिक संलयन वेल्डिंग विधियों के विपरीत, जिसमें सामग्री को पिघलाना शामिल होता है, घर्षण वेल्डिंग आणविक स्तर पर संचालित होती है। यह सामग्रियों को उनके गलनांक तक पहुंचे बिना प्लास्टिक अवस्था में गर्म करके एक बंधन बनाता है।
इस प्रक्रिया में दो सामग्रियों को दबाव में एक साथ रगड़ना शामिल है, जो घर्षण के कारण गर्मी उत्पन्न करता है। जैसे-जैसे सामग्री गर्म होती है, वे नरम हो जाती हैं और उन्हें एक साथ जोड़कर एक मजबूत, टिकाऊ जोड़ बनाया जा सकता है। एक बार जब वांछित तापमान पहुंच जाता है, तो घूमना बंद हो जाता है और दबाव तब तक बना रहता है जब तक सामग्री ठंडी होकर एक साथ मिल नहीं जाती।
घर्षण वेल्डिंग का उपयोग ऑटोमोटिव, एयरोस्पेस, विनिर्माण और निर्माण सहित विभिन्न उद्योगों में किया जाता है, क्योंकि इसमें धातुओं और कुछ थर्मोप्लास्टिक्स सहित सामग्रियों की एक विस्तृत श्रृंखला में उच्च शक्ति वाले जोड़ बनाने की क्षमता होती है। यह न्यूनतम सामग्री विरूपण, तीव्र वेल्डिंग गति और असमान सामग्रियों को जोड़ने की क्षमता जैसे लाभ प्रदान करता है।
अल्ट्रासोनिक वेल्डिंग(Ultrasonic Welding):
अल्ट्रासोनिक वेल्डिंग एक वेल्डिंग प्रक्रिया है जो सामग्री, विशेष रूप से प्लास्टिक, को एक साथ जोड़ने के लिए उच्च आवृत्ति वाले अल्ट्रासोनिक कंपन का उपयोग करती है।
इस प्रक्रिया में, अल्ट्रासोनिक कंपन सामग्रियों के बीच घर्षण गर्मी उत्पन्न करते हैं, जिससे वे पिघल जाते हैं और एक साथ जुड़ जाते हैं। थर्मोप्लास्टिक घटकों में मजबूत और सटीक वेल्ड बनाने के लिए इस तकनीक का व्यापक रूप से ऑटोमोटिव, इलेक्ट्रॉनिक्स और चिकित्सा उपकरण निर्माण जैसे उद्योगों में उपयोग किया जाता है। अल्ट्रासोनिक वेल्डिंग अपनी गति, सटीकता और चिपकने वाले या फास्टनरों जैसी अतिरिक्त सामग्री की आवश्यकता के बिना उच्च गुणवत्ता वाले वेल्ड का उत्पादन करने की क्षमता के लिए जानी जाती है।
थर्मिट वेल्डिंग (Thermit Welding):
थर्मिट वेल्डिंग, जिसे एक्सोथर्मिक वेल्डिंग के रूप में भी जाना जाता है, एक विशेष वेल्डिंग प्रक्रिया है जो दो धातु के टुकड़ों को एक साथ जोड़ने के लिए उच्च तापमान वाली रासायनिक प्रतिक्रिया बनाती है। इस प्रक्रिया में धातु पाउडर, आमतौर पर एल्यूमीनियम, और धातु ऑक्साइड, जैसे आयरन ऑक्साइड (आमतौर पर जंग के रूप में जाना जाता है) के मिश्रण का उपयोग करना शामिल है। प्रज्वलित होने पर, यह मिश्रण एक ऊष्माक्षेपी प्रतिक्रिया से गुजरता है, जिससे बड़ी मात्रा में गर्मी निकलती है।
प्रतिक्रिया से उत्पन्न तीव्र गर्मी जोड़ों पर धातुओं को पिघला देती है, जिससे वे एक साथ फ्यूज हो जाती हैं। थर्मिट वेल्डिंग का उपयोग आमतौर पर उन स्थितियों में किया जाता है जहां धातुओं के बीच एक मजबूत, टिकाऊ और स्थायी बंधन की आवश्यकता होती है। इसका उपयोग रेलवे ट्रैक निर्माण, पाइपलाइनों को जोड़ने और भारी मशीनरी घटकों की मरम्मत जैसे क्षेत्रों में किया जाता है।
थर्मिट वेल्डिंग को विभिन्न वातावरणों और परिस्थितियों में मजबूत कनेक्शन बनाने की क्षमता के लिए पसंद किया जाता है, जिससे यह भारी उद्योग और बुनियादी ढांचे के क्षेत्र में एक मूल्यवान तकनीक बन जाती है।
प्रेरण वेल्डिंग(Induction Welding):
इंडक्शन वेल्डिंग, जिसे उच्च-आवृत्ति इंडक्शन वेल्डिंग के रूप में भी जाना जाता है, एक वेल्डिंग प्रक्रिया है जो दो या दो से अधिक सामग्रियों को गर्म करने और जोड़ने के लिए विद्युत चुम्बकीय प्रेरण का उपयोग करती है। यह प्रक्रिया विद्युत चुम्बकीय प्रेरण के सिद्धांत पर निर्भर करती है, जहां एक उच्च आवृत्ति प्रत्यावर्ती धारा (एसी) को तांबे के तार के माध्यम से पारित किया जाता है, जिससे एक विद्युत चुम्बकीय क्षेत्र उत्पन्न होता है।
जब एक प्रवाहकीय सामग्री को इस विद्युत चुम्बकीय क्षेत्र के भीतर रखा जाता है, तो यह सामग्री के भीतर भंवर धाराओं को प्रेरित करता है। विद्युत धारा प्रवाह के प्रति सामग्री के प्रतिरोध के कारण ये एड़ी धाराएं गर्मी पैदा करती हैं। परिणामस्वरूप, पदार्थ जोड़ पर गर्म हो जाता है, जिससे वह पिघल जाता है और बाद में संलयन होता है।
इंडक्शन वेल्डिंग का उपयोग आमतौर पर धातुओं को जोड़ने के लिए किया जाता है, खासकर उन अनुप्रयोगों में जहां उच्च परिशुद्धता और गति की आवश्यकता होती है। यह ऑटोमोटिव विनिर्माण, एयरोस्पेस और पाइप निर्माण जैसे उद्योगों में कार्यरत है। यह विधि समान हीटिंग, हीटिंग प्रक्रिया पर सटीक नियंत्रण और उन सामग्रियों को जोड़ने की क्षमता जैसे लाभ प्रदान करती है जिन्हें अन्य तरीकों का उपयोग करके वेल्ड करना मुश्किल हो सकता है।
वेल्डिंग के दौरान सुरक्षा सावधानियां (Safety Precautions during welding)
वेल्डिंग के दौरान सुरक्षा सावधानियां खुद को और दूसरों को संभावित खतरों से बचाने के लिए आवश्यक हैं। यहां सुरक्षा उपायों की एक विस्तृत सूची दी गई है:
व्यक्तिगत सुरक्षा उपकरण (Personal Protective Equipment) (PPE):
वेल्डिंग हेलमेट(Welding Helmet): आपके चेहरे और आंखों को चिंगारी, यूवी विकिरण और उड़ने वाले मलबे से बचाता है।
सुरक्षा चश्मा या चश्मा(Safety Glasses or Goggles): आंखों को अतिरिक्त सुरक्षा प्रदान करें।
वेल्डिंग दस्ताने(Welding Gloves): अपने हाथों को जलने, चिंगारी और बिजली के झटके से बचाएं।
आग प्रतिरोधी कपड़े(Fire-resistant Clothing): चिंगारी और गर्म धातु से बचाने के लिए चमड़े या कपास जैसी सामग्री से बने आग प्रतिरोधी कपड़े पहनें।
रेस्पिरेटर(Respirator): यदि किसी बंद जगह पर वेल्डिंग हो रही है या जहां वेंटिलेशन खराब है तो धुएं और गैसों से बचाने के लिए रेस्पिरेटर का उपयोग करें।
स्टील-टो जूते(Steel-toed Boots): अपने पैरों को गिरने वाली वस्तुओं और गर्म धातु से बचाएं।
वेंटिलेशन और धूआं निष्कर्षण(Ventilation and Fume Extraction):
वेल्डिंग से हानिकारक धुंआ और गैसें निकलती हैं। हवा से इन प्रदूषकों को हटाने के लिए उचित वेंटिलेशन सुनिश्चित करें या निकास प्रणाली का उपयोग करें।
कार्य क्षेत्र सुरक्षा(Work Area Safety):
साफ़ कार्यस्थल (Clear Workspace): वेल्डिंग क्षेत्र से अव्यवस्था, ज्वलनशील सामग्री और ट्रिपिंग के खतरों को हटा दें।
अग्नि सुरक्षा(Fire Safety): पास में एक अग्निशामक यंत्र रखें और सुनिश्चित करें कि हर कोई जानता है कि इसका उपयोग कैसे करना है।
हॉट वर्क परमिट(Hot Work Permit): यदि आपके कार्यस्थल द्वारा आवश्यक हो, तो वेल्डिंग कार्य शुरू करने से पहले परमिट प्राप्त करें।
विद्युत सुरक्षा(Electrical Safety):
ग्राउंडिंग(Grounding): सुनिश्चित करें कि बिजली के झटके को रोकने के लिए वर्कपीस और वेल्डिंग मशीन ठीक से ग्राउंडेड हैं।
केबलों का निरीक्षण करें(Inspect Cables): नियमित रूप से केबलों की टूट-फूट, टूट-फूट या क्षति के लिए निरीक्षण करें।
गैस सिलेंडरों का सुरक्षित संचालन(Safe Handling of Gas Cylinders:):
वाल्वों को पलटने या क्षति से बचाने के लिए गैस सिलेंडरों को सीधी स्थिति में रखें और सुरक्षित रखें।
वाल्व असेंबलियों की सुरक्षा के लिए कैप या कवर का उपयोग करें।
वेल्डिंग क्षेत्र डिज़ाइन(Welding Area Design):
आसपास के अन्य लोगों के लिए जोखिम को कम करने के लिए वेल्डिंग क्षेत्र निर्दिष्ट करें।
प्रशिक्षण और ज्ञान(Training and Knowledge):
सुनिश्चित करें कि वेल्डर सुरक्षित वेल्डिंग प्रथाओं में उचित रूप से प्रशिक्षित है और संभावित खतरों से अवगत है।
आपातकालीन कार्यवाही(Emergency Procedures):
आपातकालीन निकास, आईवॉश स्टेशन और सुरक्षा शॉवर का स्थान जानें।
आपात्कालीन स्थिति में स्पष्ट निकासी योजना रखें।
अकेले काम करने से बचें(Avoid Working Alone):
जब भी संभव हो, पास में एक सहकर्मी रखें जो आपात्कालीन स्थिति में सहायता कर सके।
नियमित रखरखाव(Regular Maintenance):
उपकरण विफलता के कारण होने वाली दुर्घटनाओं को रोकने के लिए वेल्डिंग उपकरण और औज़ारों को अच्छी कार्यशील स्थिति में रखें।
यूवी और आईआर विकिरण से बचाव(Protect Against UV and IR Radiation):
दर्शकों को हानिकारक पराबैंगनी और अवरक्त विकिरण से बचाने के लिए पर्दे या स्क्रीन का उपयोग करें।
वेल्डिंग के बाद की सफ़ाई(Post-Welding Cleanup):
ट्रिपिंग के खतरों को रोकने के लिए स्लैग, स्क्रैप और किसी भी बचे हुए पदार्थ को हटा दें।
याद रखें, वेल्डिंग करते समय सुरक्षा हमेशा सर्वोच्च प्राथमिकता होनी चाहिए। इन सावधानियों का पालन करने से इसमें शामिल सभी लोगों के लिए एक सुरक्षित कार्य वातावरण सुनिश्चित करने में मदद मिल सकती है।
Drill Machine हर ITI Fitter छात्र के लिए एक बहुत ही जरूरी टूल है। जब भी किसी धातु, लकड़ी या प्लास्टिक में छेद (hole) बनाना होता है, तो ड्रिल मशीन की मदद ली जाती है। ITI में पढ़ने … Read more
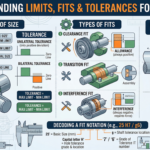
Basic Concepts and Practical Guide for ITI Students ITI Fitter विद्यार्थियों के लिए “Limits, Fits और Tolerances” विषय बहुत ही महत्वपूर्ण है, क्योंकि मशीन पार्ट्स की मैन्युफैक्चरिंग और असेंबली में इनका सही ज्ञान ही सही फिटिंग सुनिश्चित करता … Read more
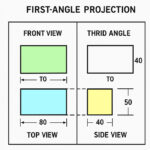
बेसिक समझ – Orthographic Projection क्या है? किसी 3D ऑब्जेक्ट (त्रिआयामी वस्तु) को जब हम 2D (दो आयाम) में दिखाते हैं,यानि उसकी लंबाई (Length), चौड़ाई (Width) और ऊँचाई (Height) को अलग-अलग दृश्यों (views) में दिखाते हैं,तो उसे Orthographic … Read more
सबसे पहले समझो – ये दोनों क्या होते हैं आइसोमेट्रिक प्रोजेक्शन (Isometric Projection) और ऑर्थोग्राफिक प्रोजेक्शन (Orthographic Projection) — दोनों ही तकनीकी ड्रॉइंग में अत्यंत महत्वपूर्ण हैं। ड्रॉइंग बनाते समय कुछ सावधानियाँ ज़रूरी हैं — जैसे कोण सही रखना (30°), प्रोजेक्शन लाइनें समान … Read more
ITI Draftsman Civil exams in Construction of Building and Foundation with our specialized Mock Test. Dive into comprehensive practice, refine your skills, and ensure success with our targeted questions. Get ready to excel in the intricate aspects of … Read more
मैकेनिकल रेफ्रिजरेशन (Mechanical Refrigeration) सिस्टम में कम्प्रेसर एक वह पार्ट है जो कि रेफ्रिजरेंट की भाप को निम्न तापमान और निम्न प्रेशर पर लेता है और उच्च तापमान और उच्च प्रैशर पर उसे न्यूनतम आयतन में कम्प्रेस करता है। इसके अतिरिक्त यह रेफ्रिजरेंट के बहाव को एक स्थान से दूसरे स्थान तक बनाए रखता है। अधिकतर प्रयोग में लाए जाने वाले कम्प्रेसर्स चार प्रकार के होते हैं— रेसिप्रोकेटिंग कम्प्रेसर्स; रोटरी कम्प्रेसर्स; स्क्रू कम्प्रेसर्स; सेंटिफ्यूगल कम्प्रेसर्स ।
रेसिप्रोकेटिंग कम्प्रेसर किसे कहते है
रेसिप्रोकेटिंग कम्प्रेसर (Reciprocating Compressor) में एक या एक से अधिक पिस्टन और सिलण्डर कम्बीनेशन होते हैं। पिस्टन रेसिप्रोकेटिंग मोशन में मूव करता है। एक स्ट्रोक में यह गैस को सिलण्डर में खींचता है और रिटर्न स्ट्रोक में गैस को कम्प्रेस करके कन्डेंसर में डिस्चार्ज करता है।
रेसीप्रोकेटिंग कंप्रेसर के भाग (Parts of Reciprocating Compressor)
रेसिप्रोकेटिंग कम्प्रेसर के मुख्य पार्ट्स निम्नलिखित होते हैं—
बॉडी जिसमें एक या एक से अधिक सिलण्डर और पिस्टन होते हैं,
क्रैंकशाफ्ट,
कनेक्टिंग रॉड और पिस्टन पिन,
डिस्चार्ज और सक्शन वाल्व रीड्स (या डिस्कस) और स्प्रिंगों के साथ वाल्व प्लेट
बियरिंग्स,
शाफ्ट-सील असेम्बली,
ऑयल पम्प और
गेस्केट्स।
रेसिप्रोकेटिंग कंप्रेसर की महत्वपूर्ण शर्तें (Important Terms of Reciprocating Compressor)
रेसिप्रोकेटिंग कम्प्रेशन के आपरेशन से सम्बंधित कुछ महत्वपूर्ण टर्मस का वर्णन नीचे किया गया है—
टी. डी. सी. (T.D. C. )
जब पिस्टन, सिलण्डर की टॉप पोजीशन पर होता है तब उसे टी.डी.सी. (टॉप डैड सेंटर ) कहते हैं ।
बी.डी.सी. (B.D.C.)
जब पिस्टन, सिलण्डर की निम्नतम पोजीशन पर होता है तब उसे बी. डी. सी. (बॉटम डैड सेंटर) कहते हैं।
स्ट्रोक (Stroke )
पिस्टन द्वारा बी.डी.सी. से टी. डी.सी. या टी. डी.सी. से बी.डी.सी. तक कवर की गई दूरी को पिस्टन का स्ट्रोक कहते हैं।
सक्शन स्ट्रोक ( Suction Stroke )
जब पिस्टन टी.डी.सी. से बी. डी. सी. तक मूव करता है और सक्शन वाल्व में से गैस को खींचता है, तब स्ट्रोक को सक्शन स्ट्रोक कहते हैं।
कम्प्रेशन स्ट्रोक (Compression Stroke )
जब पिस्टन बी. डी.सी. से टी.डी.सी. तक मूव करता है और गैस को कम्प्रेस करके डिस्चार्ज वाल्व से डिस्चार्ज करता है, तब स्ट्रोक को कम्प्रेशन स्ट्रोक कहते हैं ।
कम्प्रेशन अनुपात (Compression Ratio)
यह एब्सोल्यूट डिस्चार्ज प्रेशर और एब्सोल्यूट सक्शन प्रेशर के बीच अनुपात है ।इसे निम्नलिखित सूत्र के द्वारा ज्ञात किया जा सकता है
इवेपोरेटर से बिना भाप बने लीक्विड के छोटे कण भी जब कम्प्रेसर के द्वारा कम्प्रेस हो जाते हैं, तब वैट कम्प्रेशन होता है ।
वैट कम्प्रेशन का लाभ यह है कि यह कम्प्रेसर को ठंडा रखता वैट कम्प्रेशन की हानि यह है कि कम्प्रेसर भाप के स्थान पर लीक्विड को कम्प्रेस करता है जिससे इलेक्ट्रिक मोटर पर अतिरिक्त लोड पड़ता है।
क्लीयरेंस आयतन (Clearance Volume)
जब पिस्टन टॉप डैड सेंटर पर होता है तब पिस्टन के टॉप और डिस्चार्ज वाल्व डिस्क के बीच छूटे हुए स्थान को सिलण्डर की “ क्लीयरेंस आयतन” कहते हैं ।
क्लीयरेंस पॉकेट (Clearance Pocket )
पिस्टन के टॉप और पिस्टन की टी. डी. सी. पोजीशन पर वाल्व प्लेट के बीच छूटे हुए स्थान को ” क्लीयरेंस पॉकेट” कहते हैं।
वाल्व प्लेट और सिलण्डर ब्लॉक के बीच एक मोटी गेस्केट लगाकर क्लीयरेंस पॉकेट को बढ़ाया जा सकता है। एक पतली गेस्केट को लगाकर क्लीयरेंस पॉकेट को घटाया जा सकता है। यदि क्लीयरेंस पॉकेट को घटाया जाता है तो पिस्टन वाल्व प्लेट के साथ टकरा सकता है। यदि क्लीयरेंस पॉकेट को बढ़ाया जाता है तो कम्प्रेसर की आयतनीय कार्यकुशलता (Volumetric efficiency) घट जाती है।
बाईपास क्षमता कंट्रोल (Bypass Capacity Control)
क्लीयरेंस पॉकेट सिलेण्डर के टॉप पर स्थान होता है जो कि कम्प्रेसर का प्रभावशाली क्लीयरेंस बढ़ाता है। यह सक्शन स्ट्रोक पर सिलण्डर में हाई प्रेशर भाप को फिर से फैलने देती है। बाईपास क्षमता कंट्रोल, सिलण्डर दीवार की साइड में एक वाल्व वाली पोर्ट होती है। यह स्ट्रोक के पहले भाग के दौरान रेफ्रिजरेंट भाप को सक्शन में वापिस जाने देती है। स्ट्रोक की लम्बाई के सम्बन्ध में पोर्ट की पोजीशन पर क्षमता घटने की प्रतिशत निर्भर करती है। जब क्षमता एडजस्टिंग वाल्व खुला होता है, तब वाल्व पोर्ट के नीचे वाली सिलण्डर आयतन बाईपास हो जाती है। कुछ बड़ी वी एस ए (वर्टिकल सिंगल ऐक्टिंग) मशीनों में क्षमता कंट्रोल के कई चरण देने के लिए प्रत्येक सिलण्डर पर तीन तक भी बाईपास पोर्ट्स हो सकते हैं।
आयतनीय कार्यकुशलता (Volumetric Efficiency)
सिलण्डर में प्रवेश करने वाली गैस की वास्तविक आयतन से विस्थापन आयतन (Displaced volume) के अनुपात को “आयतनीय कार्यकुशलता” कहते हैं।
यदि क्लीयरेंस आयतन बढ़ता है तो कम्प्रेसर की आयतनीय कुशलता कम हो जाती है और उसकी क्षमता भी घट जाती है। जैसे ही कम्प्रेशन अनुपात बढ़ता है तो कम्प्रेसर की आयतनीय कार्य-कुशलता कम हो जाती है और उसकी क्षमता घटती है।
निम्नलिखित के कारण कम्प्रेसर की आयतनीय कार्यकुशलता घटती है –
बड़ी क्लीयरेंस पॉकेट होना
सिलण्डर दीवार और पिस्टन दीवार के बीच बहुत अधिक स्थान होना
वाल्वों से बहुत अधिक लीकेज होना
कम्प्रेसर की स्पीड बहुत अधिक होना
सिलण्डर का गर्म होना
अत्यधिक हैड प्रैशर होना
बैक प्रेशर बहुत कम होना
कम्प्रेसर स्पीड (Compressor Speed)
एक इकाई समय में जिस दर से फ्लाईव्हील मूव करता है, वह कम्प्रेसर की स्पीड होती है। इसे चक्कर प्रति मिनट (rpm) में व्यक्त किया जाता है। कम्प्रेसर की स्पीड मापने वाला इंस्ट्रूमेंट टेकोमीटर होता है। कम्प्रेसर की स्पीड को बढ़ाकर कम्प्रेसर की कम्प्रेशन क्षमता को थोड़ा सा बढ़ाया जा सकता है। परन्तु कम्प्रेसर की बहुत अधिक स्पीड कम्प्रेसर की आयतनीय क्षमता को घटाती है।
कम्प्रेसर के पार्ट्स जो लो प्रैशर साइड में होते हैं (Parts of Compressor which belong to Low Side)-
सक्शन सर्विस वाल्व
शाफ्ट सील
सक्शन वाल्व
क्रैंककेस
पिस्टन के सक्शन स्ट्रोक पर सिलण्डर
पिस्टन का आधा भाग
कम्प्रेसर के पार्ट्स जो हाई प्रेशर साइड में होते हैं (Parts of Compressor which belong to High Side)-
पिस्टन के कम्प्रेशन स्ट्रोक पर सिलेण्डर
डिस्चार्ज वाल्व
हैड प्लेट का आधा भाग
रेसिप्रोकेटिंग कम्प्रेसरों की क्षमता कंट्रोल विधियाँ (Capacity Control Methods of Reciprocating Compressors)
इस विधि में क्षमता कंट्रोल इस प्रकार किया जाता है कि सिस्टम पर लोड के अनुसार एक या अधिक सिलेण्डर के सक्शन वाल्व को खुला रखा जाए ताकि वह कार्य न कर सकें।
सिलेण्डर हैड बाईपास सिस्टम (Cylinder Head Bypass System)
गैस को सिलेण्डर डिस्चार्ज से इनटेक पोर्ट तक बाईपास करके मल्टी-सिलेण्डर कम्प्रेसर में एक या अधिक सिलेण्डरों को अप्रभावशाली बनाया जा सकता है। बाईपास को आपरेट करने के लिए थर्मोस्टेट के साथ एक सोलीनायड वाल्व का प्रयोग किया जाता है। सिस्टम में चैक वाल्व का प्रयोग करने से एक निष्क्रिय सिलेण्डर दूसरों से अलग हो जाता है। इस स्थिति में, सिस्टम पर लोड के अनुपात में पॉवर घटती नहीं है ।
स्पीड कंट्रोल विधि (Speed Control Method)
मल्टी स्पीड मोटर का प्रयोग करने से क्षमता को कंट्रोल किया जा सकता है। इस स्थिति में, मोटर की क्षमता Nn में प्रत्यक्ष अनुपात में बदलती है जहाँ पर N स्पीड है और n = 1 से 1.2 जो कि डिजाइन के प्रकार पर निर्भर करती है। प्लांट के लुब्रिकेशन सिस्टम को ध्यान में रखते हुए ही न्यूनतम स्पीड का चयन करना चाहिए ।
मल्टीपल यूनिट्स विधि (Multiple Units Method)
इस सिस्टम में एक समान क्षमता की मल्टी-यूनिटों का प्रयोग किया जाता है। सिस्टम पर लोड के अनुसार इन यूनिटों को आपरेशन में लाया जाता है। इस स्थिति में, प्रत्येक यूनिट अधिकतम कार्यकुशलता पर ऑपरेट होता है। इवेपोरेटर पर लोड के अनुसार कम्प्रेसर यूनिटों को स्टार्ट करने और रोकने के लिए थर्मोस्टेटों का प्रयोग किया जाता है।
हॉट गैस बाईपास सिस्टम (Hot Gas Bypass System)
कम्प्रेसर पर कृत्रिम लोड लगाकर क्षमता को कंट्रोल किया जा सकता है। डिस्चार्ज साइड से आने वाली गर्म गैस की गर्मी को सक्शन गैस में पास करके इसे किया जाता है। कम्प्रेसर के डिस्चार्ज को स्थिर प्रैशर पर सक्शन के साथ जोड़ा जाता है। यह गर्म गैस को सक्शन में उस समय प्रवेश करने देता है जब इवेपोरेटर प्रैशर कम हो रहा होता है और स्थिर सक्शन प्रैशर को बनाए रखता है। इस स्थिति में, कम्प्रेसर की बी. एच. पी. स्थिर बनी रहती है चाहे इवेपोरेटर पर लोड कितना भी हो। यह वांछनीय विधि नहीं है क्योंकि यह सिस्टम पर लोड कम करने की बजाए बढ़ाती है
कम्प्रेसर के कम्पोनेंट्स का मैटीरियल (Material of Compressor Components)
छोटे कम्प्रेसरों में बॉडी (जो प्रायः क्लोज-ग्रेंन कास्ट आयरन की बनी होती है) में प्रिसीजन बोरिंग करके सिलेण्डर बनाए जाते हैं बड़े साइज वाले कम्प्रेसरों में सिलेण्डर को अलग से बनाया जाता है और मेन बॉडी में फिट किया जाता है। ऐसे सिलेण्डर को सिलेण्डर स्लीव या लाइनर कहते हैं । कम्प्रेसर के पिस्टनों को कास्ट आयरन या एल्युमीनियम से बनाया जाता है। पिस्टन रिंगों को कास्ट आयरन से बनाया जाता है। पिस्टन रिंग दो प्रकार के होते हैं : कम्प्रेशन रिंग और ऑयल रिंग ।
क्रैंकशाफ्ट को या तो अधिक स्ट्रेंग्थ वाली फोर्ज्ड एलॉय स्टील स्फेरायडल ग्रे (एस. जी.) आयरन कास्टिंग से बनाया जाता है।
कम्प्रेशन रिंग
ऑयल रिंग
इसका प्रयोग सिलण्डर और पिस्टन दीवार के बीच एक अच्छी सील बनाने के लिए किया जाता है जिससे क्रैंक केस में कम्प्रेसर गैस की लीकेज को रोका जा सके।
इसको पिस्टन के ऊपर वाले ग्रूव में फिट किया जाता है।
यह लगभग एक पूर्ण सॉलिड रिंग यह भी लगभग एक पूर्ण रिंग है
इसका प्रयोग कम्प्रेसर के पिस्टन और सिलण्डर को सही लुब्रिकेशन प्रदान करने के लिए किया जाता है।
इसको पिस्टन के नीचे वाले ग्रूव में फिट किया जाता है ।
यह भी लगभग एक पूर्ण रिंग है परंतु इसमें रिंग की बॉडी में सुराख होते हैं जिससे इन सुराखो में आसानी से तेल ठहर सके|
क्रैंकशाफ्ट को अच्छी तरह से बैलेंस करना चाहिए जिससे अनुचित कम्पनों को दूर किया जा सके। बैलेंस प्रदान करने के लिए क्रैंकशाफ्ट पर क्रैंकपिन के विपरीत काउंटर वेट्स लगाए जाते हैं
कनेक्टिंग राड को प्रायः हाई कार्बन स्टील फोर्जिंग से बनाया जाता है। यह बहुत अधिक स्ट्रॉंग और सुदृढ़ होनी चाहिए। यह जहाँ तक हो सके हल्की भी होनी चाहिए
कम्प्रेसरों की लुब्रिकेशन (Lubrication of Compressors)
धीमी स्पीड वाले कम्प्रेसरों के लिए स्पलैश लुब्रिकेशन का प्रयोग किया जाता है। उच्च स्पीड वाले कम्प्रेसरों के लिए फोर्स्ट फीड लुब्रिकेशन का प्रयोग किया जाता है।
स्पलैश लुब्रिकेशन (Splash Lubrication)
स्पलैशरों को क्रेंक या इक्सेंट्रिक शाफ्ट के साथ फिट किया जाता है। ये स्पलैशर्स नीचे से तेल लेते हैं और उसे कम्प्रेसर के सभी पार्ट्स पर फेंकते हैं।
फोर्स्ड फीड लुब्रिकेशन (Forced Feed Lubrication)
कम्प्रेसर की शाफ्ट के सिरे पर फिट किया हुआ एक आयल पम्प तेल को कम्प्रेसर के बॉटम से उठाकर कम्प्रेसर के सभी पार्ट्स तक सप्लाई करता है। एक अच्छे लुब्रिकेटिंग आयल के निम्नलिखित गुण होते हैं :
इसका फ्रीजिंग प्वाइंट निम्न होना चाहिए ।
इसे गैस के साथ अच्छी तरह से मिलने योग्य होना चाहिए ।
इसमें पर्याप्त विस्कासिटी होनी चाहिए जिससे सिलण्डर और पिस्टन के बीच वह क्लीयरेंस को संतोषजनक सील करने योग्य हो सके।
इसे शुद्ध और नमी से मुक्त होना चाहिए।
इसका धातु के पार्ट्स पर कोई ऐक्शन नहीं होना चाहिए ।
इसे उच्च तापमान को सहन करने योग्य होना चाहिए ।
रेसिप्रोकेटिंग कम्प्रेसर में तेल को निम्नलिखित कार्यों के लिए प्रयोग किया जाता है :
यह मूविंग पार्ट्स के बीच घर्षण को कम करता है|
यह घर्षण के कारण उत्पन्न तापमान को कम करता है।
यह कम्प्रेसर को स्मूथ चलने योग्य बनाता है।
रेसिप्रोकेटिंग कम्प्रेसरों का वर्गीकरण (Classification of Reciprocating Compressors)
कार्य करने के अनुसार :
सिंगल ऐक्टिंग
डबल ऐक्टिंग
बनावट सम्बन्धी लक्षणों के अनुसार :
वर्टिकल
हारिजांटल
इसकी मोटर के साथ कपलिंग के अनुसार :
ओपन टाइप
हर्मेटिकली सील्ड
सेमी-हर्मेटिकली सील्ड
सिंगल-ऐक्टिंग कम्प्रेसरों में, भाप की कम्प्रेशन पिस्टन की केवल एक साइड पर होती है और यह क्रैंकशाफ्ट के प्रत्येक चक्कर के दौरान केवल एक बार होती है। डबल ऐक्टिंग कम्प्रेसरों में क्रैंकशाफ्ट के प्रत्येक चक्कर के दौरान भाप की कम्प्रेशन दो बार होती है।
डबल ऐक्टिंग कम्प्रेसरों में पिस्टन की दोनों साइडों का तापमान और प्रैशर में शीघ्रता से बदलाव होता है, इस लिए इन कम्प्रेसरों में लीकेज की अधिक सम्भावना होती है ।
डबल ऐक्टिंग कम्प्रेसरों के स्टफिंग बॉक्स को अधिक ध्यानपूर्वक डिजाइन करने की आवश्यकता होती है क्योंकि यह बारी-बारी से उच्च और निम्न तापमानों के अन्तर्गत होती है। क्योंकि स्टाफिंग बाक्स बारी-बारी से सिकुड़ता और फैलता है इसलिए इससे लीकेज की अधिक सम्भावना होती है। लीकेज रोकने के लिए अधिक लम्बे स्टाफिंग बाक्स का प्रयोग किया जाता है
डबल ऐक्टिंग वर्टिकल सिलण्डरों की अपेक्षा डबल ऐक्टिंग हॉरिजांटल सिलण्डरों को अधिक स्थान की आवश्यकता होती है। जब आवश्यक कम्प्रेशन अनुपात बहुत अधिक होता है जैसा कि लो-टेम्प्रेचर रेफ्रिजरेशन सिस्टमों की स्थिति में होता है, तब निम्नलिखित कारणों से सिंगल स्टेज कम्प्रेशन अधिक मंहगा पड़ता है।
आयतनीय कार्यकुशलता (Volumetric efficiency) बहुत कम होती है।
घर्षण के कारण होने वाला नुकसान अधिक होता है ।
प्रैशर अधिक बढ़ने के कारण लीकेज होने की समस्या होती है ।
रनिंग कॉस्ट अधिक होती है ।
ओपन यूनिट (Open Unit) –
एक ओपन यूनिट वह होती है जिसमें प्राइम मूवर बेल्ट के द्वारा कम्प्रेसर को चलाता है। ऐसी यूनिट में प्राइम मूवर और कम्प्रेसर को अलग-अलग सर्विस किया जा सकता है।
हर्मेटिकली सील्ड यूनिट (Hermetically Sealed Unit)
साधारण कम्प्रेसर में, कम्प्रेसर हाउसिंग में से क्रैंकशाफ्ट बाहर निकली होती है और इसे ड्राइविंग मोटर के साथ जोड़ दिया जाता है। कम्प्रेसर हाउसिंग में से जहाँ से शाफ्ट बाहर निकलती है वहाँ पर एक सील लगाना आवश्यक होता है ताकि रेफ्रिजरेंट को बाहर की ओर और हवा को अन्दर की ओर लीक होने से रोका जा सके। इस समस्या को दूर करने के लिए, कम्प्रेसर और मोटर को एक हाउसिंग में लगाया जाता है जिसे हर्मेटिकली सील्ड कम्प्रेसर कहते हैं ।
इस प्रकार के कम्प्रेसरों का प्रयोग प्रायः कम क्षमता वाले रेफ्रिज़रेटिंग सिस्टमों जैसे घरेलू रेफ्रिजरेटर या कम क्षमता वाले कूलरों में किया जाता है।
सील्ड यूनिट के निम्नलिखित मुख्य पार्ट्स होते हैं :
इलेक्ट्रिक मोटर
कम्प्रेसर
मफलर
डोम
साधारण प्रकार के कम्प्रेसरों की अपेक्षा हर्मेटिकली सील्ड कम्प्रेसरों के निम्नलिखित लाभ होते हैं :
रेफ्रिजरेंट की लीकेज पूर्णतया दूर हो जाती है।
शोर कम होता है।
इसे कम स्थान की आवश्यकता होती है।
मोटर और कम्प्रेसर असेम्बली को यूनिट में इस प्रकार माउंट किया जाता है कि मोटर को प्रायः टॉप पर और कम्प्रेसर को बॉटम पर फिट किया जाता है । परन्तु आजकल एक विशेषतया डिजाइन की हुई सील्ड यूनिट में, मोटर को ठंडा रखने के लिए, उसे तेल में डुबोया जाता है और कम्प्रेसर का नीचे वाला भाग टॉप पर फिट किया जाता है। मोटर की शाफ्ट में से कम्प्रेसर पर तेल को फोर्स किया जाता है। कभी-कभी मोटर और कम्प्रेसर असेम्बली को यूनिट में स्प्रिंग पर लटका दिया जाता है और कभी-कभी इसे प्रेस फिट किया जाता है।
जैसे ही मोटर चलती है, वह कम्प्रेसर को चलाती है। कम्प्रेसर कम तापमान और कम प्रेशर वाली गैस को खींचती है, उसे उच्च तापमान और उच्च प्रेशर वाली गैस में कम्प्रेस करता है और डिस्चार्ज लाइन में से डिस्चार्ज कर देता है।
सील्ड यूनिटों में निम्नलिखित कम्प्रेसर्स प्रयोग किए जाते हैं :
रेसिप्रोकेटिंग कम्प्रेसर्स
रोटरी कम्प्रेसर्स
सील्ड यूनिटों में निम्नलिखित इलेक्ट्रिक मोटरों का प्रयोग किया जाता है :
स्प्लिट फेस इंडक्शन मोटर
केपेसिटर-स्टार्ट इंडक्शन मोटर
केपेसिटर-स्टार्ट केपेसिटर-रन मोटर
यदि सील्ड यूनिटों में रेसिप्रोकेटिंग कम्प्रेसर लगा हो है तो मोटर और कम्प्रेसर सक्शन गैस के द्वारा ठंडा हो जाता है, क्योंकि कम्प्रेसर गैस को डोम में से गुज़र कर इवेपोरेटर से खींचता है। कभी-कभी मोटर और कम्प्रेसर को सील्ड यूनिट में प्रैस फिट किया जाता है जहाँ पर वे अपनी गर्मी को डोम में रेडिएट करते हैं ।
सील्ड यूनिट जिसमें रेसिप्रोकेटिंग कम्प्रेसर लगा हो उसकी लो साइड में निम्नलिखित पार्ट्स होते हैं :
रेफ्रिजरेशन मशीनों के कुछ ऐसे उदाहरण जिनमें सील्ड यूनिटों का प्रयोग किया जाता है
रेफ्रिजरेटर
बोतल कूलर
विंडो-टाइप-एअर कंडीशनर
वाटर कूलर
ओपन टाइप और सील्ड यूनिट में अन्तर (Difference between Open Type Unit and Sealed Unit)
ओपन टाइप यूनिट (Open Type Unit)
सील्ड यूनिट (Sealed Unit)
‘वी’ बेल्टों के द्वारा प्राइम मूवर कम्प्रेसर को चलाता है
इलेक्ट्रिक मोटर और कम्प्रेसर प्रत्यक्षतः एक ही शाफ्ट पर लगे होते हैं और एक वेल्डेड डोम में बन्द होते हैं।
डीजल इंजन, ए०सी० मोटर या डी०सी० मोटर, प्राइम मूवर हो सकता है।
प्रायः ए०सी० 50 साइकिल्स, सिंगल फेस, स्प्लिट फेस इंडक्शन मोटर का प्रयोग किया जाता है।
ए०सी० सिंगल फेस स्प्लिट फेस इंडक्शन मोटर की स्थिति में, स्टार्टिंग वाईंडिंग को डिसकनेक्ट करने के लिए एक सेंट्रिफ्यूगल स्विच का प्रयोग किया जाता है।
इस कार्य के लिए एक रिले का प्रयोग किया जाता है।
कम्प्रेसर और मोटर को प्रायः बेस पर क्रमशः वर्टिकल और हॉरिजांटल पोजीशनों में माउंट किया जाता है।
मोटर और कम्प्रेसर असेम्बली को किसी भी पोजीशन में माउंट किया जा सकता है परन्तु मोटर प्रायः टॉप पर रहती है ।
मोटर के चक्कर प्रति मिनट (rpm) कम्प्रेसर के rpm से भिन्न होते हैं
मोटर और कम्प्रेसर के चक्कर प्रति मिनट (rpm) एक समान होते हैं।
कम्प्रेसर की स्पीड को समायोजित किया जा सकता है।
कम्प्रेसर की स्पीड को समायोजित नहीं किया जा सकता है।
कम्प्रेसर की शाफ्ट के चारों ओर से लीकेज को रोकने के लिए शाफ्ट सील का प्रयोग किया जाता है।
शाफ्ट सील का प्रयोग नहीं किया जाता है।
गैस चार्जिंग इत्यादि के लिए कम्प्रेसर पर सर्विस वाल्व लगाए जाते हैं ।
सर्विस वाल्व का प्रयोग नहीं किया जाता है।
किसी भी प्रकार का रेफ्रिजरेंट कंट्रोल डिवाइस प्रयोग में लाया जा सकता है।
केपिलरी ट्यूब को कंट्रोल डिवाइस के रूप में प्रयोग किया जाता है
इस में रिसीवर का प्रयोग किया जाता है
रिसीवर का प्रयोग नहीं किया जाता जाता है ।
गैस लीक होने की संभावना रहती है।
गैस लीक होने की सम्भावना नहीं रहती है।
धूल और नमी यूनिट के संपर्क में आ सकते हैं
यह धूल और नमी प्रूफ यूनिट है
अधिक स्थान घेरती है
कॉम्पेक्ट यूनिट है इसलिए कम स्थान घेरती है
घरेलू और कमर्शियल कार्यों के लिए प्रयोग की जाती है
घरेलू कार्यों के लिए प्रयोग की जाती है
इसकी मरम्मत आसानी से की जा सकती है
इसकी मरम्मत आसानी से नहीं की जा सकती है
सील्ड यूनिट और सेमी – सील्ड यूनिट में अन्तर (Difference between Sealed Unit and Semi-Sealed Unit)
सील्ड यूनिट (Sealed Unit)
सेमी-सील्ड यूनिट (Semi Sealed Unit)
कम्प्रेसर और मोटर एक सील्ड कम्प्रेसर और मोटर की अलग-अलग डोम में बन्द होती है।
कम्प्रेसर और मोटर की अलग अलग हाउसिंग होती है ।
कम्प्रेसर और मोटर की हमेशा के लिए इलेक्ट्रिक वेल्डिंग की जाती है।
कम्प्रेसर और मोटर को बोल्टों के द्वारा असेम्बल किया जाता है।
मरम्मत आसानी से नहीं की जा सकती है
मरम्मत आसानी से की जा सकती है ।
सर्विसिंग कार्यों के लिए कोई सर्विस वाल्वस नहीं लगाए जाते हैं ।
सर्विसिंग कार्यों के लिए कोई सर्विस वाल्व नहीं लगाया जाता है।
स्क्रोल कम्प्रेसर (Scroll Compressor)
स्क्रोल कम्प्रेसर जिसे स्क्रोल पम्प और स्क्रोल वेक्यूम पम्प भी कहते हैं, में फ्लूइड्स जैसे लीक्विड्स और गैसों को पम्प या कम्प्रेस करने के लिए दो इन्टरलीव्ड स्पायरल जैसी वेंस का प्रयोग किया जाता है। स्क्रोल कम्प्रेसर में रेसिप्रोकेटिंग कम्प्रेसर की अपेक्षा कम मूविंग पार्ट्स होते हैं। इसलिए यह परम्परागत कम्प्रेसरों की अपेक्षा स्मूथली, शांतिपूर्वक और विश्वसनीयता से आपरेट होते हैं। कम्प्रेशन विधि, रोटरी कम्प्रेसरों में एक चक्कर और रेसिप्रोकेटिंग कम्प्रेसरों में आधे चक्कर की अपेक्षा, क्रैंकशाफ्ट के लगभग 2 या 2½ चक्करों में पूर्ण होती है । रेसिप्रोकेटिंग सक्शन विधि में आधे चक्कर से कम और रेसिप्रोकेटिंग डिस्चार्ज विधि में एक चौथाई चक्कर से कम की तुलना में स्क्रोल डिस्चार्ज और सक्शन विधियां एक पूर्ण चक्कर में होती हैं। अधिक सयंमित बहाव, कम गैस पल्सेशन, कम आवाज, कम कम्पन और अधिक कार्यकुशल बहाव देता है।
स्क्रोल कम्प्रेशन विधि अन्दर लिए गए फ्लूइड की पम्पिंग लगभग सौ प्रतिशत आयतनीय कार्यकुशलता से करती है । सक्शन विधि कम्प्रेशन डिस्चार्ज से अलग अपना आयतन स्वयं और अन्दर बनाती है। इसकी तुलना में रेसिप्रोकेटिंग कम्प्रेसर्स सिलण्डर में कम्प्रेस्ड गैस की थोड़ी मात्रा को छोड़ती है, क्योंकि पिस्टन हैड या वाल्व प्लेट को स्पर्श नहीं कर सकता। पिछले साइकिल से बची हुई गैस, सक्शन गैस के स्थान को घेर लेती है। इससे आयतनिक क्षमता कम हो जाती है जो सक्शन और डिस्चार्ज प्रेशर पर निर्भर करती है। इन प्रैशरों में अधिक अनुपात होने से आयतिक क्षमता और कम हो जाती है ।
इन्वर्टर कम्प्रेसर (Invertor Compressor)
इन्वर्टर कम्प्रेसर एक गैस कम्प्रेसर है जो एक इन्वर्टर के साथ ऑपरेट होता है। हर्मेटिक (hermetic) प्रकार में, यह स्क्रॉल या रेसिप्रोकेटिंग कम्प्रेसर हो सकता है। कूलिंग क्षमता को माडयूलेट (to modulate cooling capcity) करने के लिए, एक ड्राइव का उपयोग करके कम्प्रेसर मोटर स्पीड नियंत्रित की जाती है। आवश्यकता अनुसार कूलिंग क्षमता का मेल (to match cooling capacity to cooling demand) करने के लिए, क्षमता माडयूलेशन (capacity modulation) एक तरीका है। कम्प्रेसर की स्पीड को नियंत्रित करने के लिए, इन्वटर कम्प्रेसर एक बाहरी वेरीअबल-फ्रीक्वेंसी ड्राइव का उपयोग करता है। कम्प्रेसर की स्पीड बदलने से रेफ्रिजेंट की प्रवाह दर बदलती है।
इंवर्टर रेफ्रिजरेटर कम्प्रेसर की स्पीड, इलेक्ट्रिक इनपुट वोल्टेज की फ्रीक्वेंसी बदल कर, नियंत्रित की जाती है। इंवर्टर रेफ्रिजरेटर में इंवर्टर सर्किट पहले आने वाली सिंगल फेज़ 220 वोल्ट 50 Hz AC इलेक्ट्रिक सप्लाइ को DC करेंट में बदलता है, जो फिर AC में बदली (inverted into AC) जाती है, जिस में AC सप्लाइ को अलग-अलग फ्रीक्वेंसी (variable frequency) सप्लाइ करता है और इंवर्टर रेफ्रिजरेटर कम्प्रेसर की स्पीड असीम रूप से (infinitely) कंट्रोल होती है। इस प्रकार इंवर्टर फ्रिज कम्प्रेसर की स्पीड अधिकतम दक्षता देने देने के लिए बारीकी से नियंत्रित होती है और उसी साइज़ के सामान्य फ्रिज की तुलना में 40% तक इलेक्ट्रिक ऊर्जा की बचत प्राप्त की जा सकती है।
रोटरी कम्प्रेसर कंप्रेसर क्या है (Rotary Compressor)
रोटरी कम्प्रेसर वैसा ही कार्य करता है जैसा कि रेसिप्रोकेटिंग टाइप करता है अर्थात् सिस्टम में गैस की कम्प्रेशन, प्रैशर अन्तर को बनाए रखना और एक पार्ट् से दूसरे पार्ट तक रेफ्रिजरेंट के बहाव को बनाना। परन्तु रेसिप्रोकेटिंग टाइप के कम्प्रेसर की अपेक्षा रोटरी कम्प्रेसर में गैस को कम्प्रेस करने की विधि थोड़ी भिन्न होती है। रोटरी कम्प्रेसर वह कम्प्रेसर है जो कि एक बंद सिलण्डर में रोलर की रोटरी मोशन के द्वारा गैस को कम्प्रेस करता है।
रोटरी कम्प्रेसर्स निम्नलिखित दो प्रकार के होते हैं :
स्टेशनरी ब्लेड टाइप रोटरी कम्प्रेसर
रोटरी ब्लेड टाइप रोटरी कम्प्रेसर
स्टेशनरी ब्लेड टाइप रोटरी कम्प्रेसर (Stationary Blade Type Rotary Compressor)
बनावट (Construction)
रोटरी ब्लेड टाइप रोटरी कम्प्रेसर की अपेक्षा इस प्रकार का कम्प्रेसर अधिक प्रयोग में लाया जाता है। इसकी बनावट में मुख्यतः एक रोलर होता है जो कि संकेंद्रिक रिंग, जिसे सिलण्डर या पम्प चैम्बर कहते हैं, के अन्दर ड्राइव शाफ्ट पर एक इक्सेंट्रिक पर मूव करता है। सिलेण्डर में इनलेट और आउटलेट को एक डिवाइडिंग ब्लेड के द्वारा अलग किया जाता है जो कि मेन बॉडी और रोलर सरफेस पर रेस्ट करता है । रोलर की रोटरी मोशन के साथ ब्लेड ऊपर व नीचे मूव कर सकता है। इसलिए, इसमें तीन मूविंग पार्ट्स होते हैं अर्थात् शाफ्ट, ब्लेड और रोलर । आयल लेवल के नीचे सिस्टम की हाई प्रेशर साइड में शाफ्ट की सील फिट की जाती है। चूंकि वायुमण्डलीय प्रैशर की अपेक्षा प्रैशर हमेशा अधिक होता है, इसलिए सिस्टम में हवा या नमी को खींचने का खतरा नहीं होता है। आयल लेवल को टॉप पर डिस्चार्ज ट्यूब से थोड़ा नीचे रखा जाता है। सिलण्डर में प्रवेश करने वाले तेल को डिस्चार्ज ट्यूब में से फोर्स किया जाता है और इस तेल से यह सुनिश्चित हो जाता है कि सभी तीन मूविंग पार्ट्स पर फोर्स्ट लुब्रिकेशन हो गया है
कार्यप्रणाली (Working)
लो प्रेशर रेफ्रिजरेंट वाष्पों को इवेपोरेटर से एक सिलण्डर में एक चैक वाल्व से होते हुए खींचा जाता है जो कि सक्शन सर्विस वाल्व में स्थित होता है । यहाँ पर इन वाष्पों का एक सिलण्डर में लगे रोलर के मूवमेंट के द्वारा हाई प्रेशर और हाई टेम्प्रेचर में कम्प्रेस किया जाता है। इस कम्प्रेस्ड गैस को डिस्चार्ज वाल्व में से ब्लेड के ऊपर से डिस्चार्ज किया जाता है।
रोटरी ब्लेड टाइप रोटरी कम्प्रेसर (Rotary Blade Type Rotary Compressor)
बनावट (Construction)
रोटरी ब्लेड टाइप रोटरी कम्प्रेसर बनावट में स्टेशनरी ब्लेड टाइप रोटरी कम्प्रेसर के विपरीत होता है। इसमें एक रोलर होता है जो कि शाफ्ट के अक्ष से संकेद्रिक होता है और एक ऑफ सेंटर सिलेण्डर में घूमता है। रोलर और सिलेण्डर के बीच के स्थान को, रोलर में फिट ब्लेडों या वेंस के द्वारा चार भागों में बांटा जाता है । कम्प्रेसर की बाकी बनावट स्टेशनरी ब्लेड टाइप रोटरी कम्प्रेसर जैसी होती है ।
कार्यप्रणाली (Working)
ऑफ सेंटर सिलण्डर में शाफ्ट के साथ संकेद्रिक जैसे ही रोलर घूमता है, रोलर और सिलण्डर के बीच स्थान रोलर पर फिट ब्लेडों के द्वारा स्वयतः चार भागों में बंट जाता है। ये ब्लेड्स सेंट्रिफ्यूगल फोर्स के कारण इन्नर सिलण्डर की दीवार के साथ रेस्ट करते हैं। रोलर एक प्वाइंट पर सिलण्डर को कसकर स्पर्श करता है जहाँ पर वह सक्शन और डिस्चार्ज पोर्ट्स को विभाजित करता है तथा हाई प्रेशर साइड से लो प्रेशर साइड की ओर गैस की लीकेज को रोकता है। रोलर की रोटेशन के दौरान, ब्लेड जो कि सक्शन पोर्ट से पहले आता है, लो प्रेशर गैस को ले जाता है और जब यह और आगे मूव करता है तो आयतन कम हो जाता है तथा गैस कम्प्रेस हो जाती है। इस प्रकार कम्प्रेस गैस डिस्चार्ज लाइन में से डिस्चार्ज हो जाती है ।
स्टेशनरी ब्लेड रोटरी कम्प्रेसर और रोटरी ब्लेड रोटरी कम्प्रेसर में अन्तर (Difference between Stationary Blade Compressor and Rotary Blade Rotary Compressor)
स्टेशनरी ब्लेड टाइप
रोटरी ब्लेड टाइप
यह वह कम्प्रेसर है जो कि एक संकेद्रिक सिलण्डर में इक्सेंट्रिक रोलर की रोटरी मोशन के द्वारा गैस को कम्प्रेस करता है ।
यह वह कम्प्रेसर है जो कि एक इक्सेंट्रिक सिलण्डर में संकेद्रिक रोलर की रोटरी मोशन के द्वारा गैस को कम्प्रेस करता है।
डिवाइडिंग ब्लेड कम्प्रेसर को लो प्रैशर साइड और हाई प्रेशर साइड में बांटता है ।
एक प्वाइंट पर रोलर सिलण्डर के साथ कसकर स्पर्श करता है जहां पर वह सक्शन और डिस्चार्ज पोर्टों को अलग करता है।
सिलण्डर के स्लॉट में डिवाइडिंग ब्लेड रेसिप्रोकेट करता है
सिलण्डर में रोलर के साथ रोलर में चार ब्लेड्स वास्तव में घूमते हैं ।
शाफ्ट के साथ रोलर इक्सेंट्रिक होता है और सिलण्डर के साथ शाफ्ट संकेद्रिक होती है।
शाफ्ट के साथ रोलर संकेद्रिक और सिलण्डर के साथ इक्सेंट्रिक होता है।
रोटरी कम्प्रेसरों के लाभ (Advantages of Rotary Compressor )
रोटरी कम्प्रेसर्स अधिक शांत और कम्पनों से मुक्त होते हैं।
लो सक्शन प्रैशर पर उच्च निर्दिष्ट आयतन (Specific volume) वाले रेफ्रिजरेंट के साथ कम्प्रेसर्स संतोषजनक कार्य करते हैं ।
कम तापमान वाले उपयोगों के लिए इसको वरीयता दी जाती है ।
रोटरी कम्प्रेसरों की कमियां (Limitations of Rotary Comprssors)
क्योंकि कम्प्रेसर के रोटेटिंग कम्पोनेंट्स के सम्बंध में सक्शन और डिस्चार्ज पोर्ट फिक्स होते हैं, इसलिए यह सक्शन और डिस्चार्ज कंडीशनों के एक निर्दिष्ट सेट के लिए कार्य करता है, और अन्य कंडीशनों पर परर्फोमेंस कम कार्यकुशल होगी। इसलिए रोटरी कम्प्रेसर्स ऐसे उपयोगों के लिए उपयुक्त होते हैं जहां पर आपरेटिंग कंडीशनें अपेक्षाकृत एक विशेष रेंज के अन्दर होती हैं, जैसे घरेलू रेफ्रिजरेटर्स, होम फ्रीजर्स, रूम एअर कंडीशनर इत्यादि । क्योंकि वेंस के चारों ओर से क्लीयरेंस स्पेसों में से रेफ्रिजरेंट गैस की वापिस लीक होने की सम्भावना होती है, इसलिए ये कम्प्रेसर्स लो प्रेशर अनुपात उपयोगों के अधिक उपयुक्त होते हैं। उपरोक्त कमियों के कारण इन कम्प्रेसरों को उच्च क्षमता के लिए कम ही बनाया जाता है, परन्तु छोटी आंशिक होर्स पॉवर क्षमताओं के लिए प्रयोग किया जाता है।
रेसिप्रोकेटिंग कम्प्रेसर और रोटरी कम्प्रेसर में अन्तर (Difference between Reciprocating Compressor and Rotary Compressor)
रेसिप्रोकेटिंग कम्प्रेसर
रोटरी कम्प्रेसर
एक बंद सिलण्डर में पिस्टन की रेसिप्रोकेटिंग मोशन के द्वारा गैस को कम्प्रेस करता है ।
एक बंद सिलण्डर में रोलर की रोटरी मोशन के द्वारा गैस को कम्प्रेस करता है ।
सिंगल या मल्टी सिलण्डर वाला कम्प्रेसर हो सकता है ।
इसमें केवल एक सिलण्डर होता है ।
घरेलू और कमर्शियल रेफ्रिज़रेटिंग मशीनों दोनो में प्रयोग किया जाता है ।
केवल घरेलू रेफ्रिज़रेटिंग मशीनों में प्रयोग किया जाता है।
गैस को खींचने के लिए एक सक्शन वाल्व का प्रयोग किया जाता है ।
सक्शन वाल्व के स्थान पर चैक वाल्व का प्रयोग किया जाता है।
क्रैंककेस और कम्प्रेसर का बॉटम लो साइड में होता है।
कम्प्रेसर का मेन डोम हाई साइड में होता है।
सेंट्रिफ्यूगल कम्प्रेसर (Centrifugal Compressor)
सेंट्रिफ्यूगल कम्प्रेसर वह कम्प्रेसर है जिसमें कम्प्रेशन के लिए सेंट्रिफ्यूगल फोर्स का प्रयोग किया जाता है। इसमें एक मेन बॉडी होती है जिसमें उपयुक्त इनलेट और आउटलेट होते हैं। एक प्रत्यक्षतः जुड़ी हुई मोटर के द्वारा मेन बॉडी में एक इम्पैलर को घुमाया जाता है जिससे कम्प्रेशन के लिए सेंट्रिफ्यूगल फोर्स प्राप्त होती है
इस प्रकार के कम्प्रेसर में प्रयोग में लाए जाने वाले रेफ्रिजरेंट में लो प्रेशर साइड और हाई प्रेशर साईड के बीच एक लो प्रेशर अन्तर के साथ कार्य करने की योग्यता होती है। मिथाइल फार्मूलेट और फ्रिओन-11 जैसे रेफ्रिजरेंट्स का प्रयोग इस प्रकार के कम्प्रेसर के साथ किया जाता है इस प्रकार के कम्प्रेसर का अधिकतर प्रयोग बड़े ऐअर – कंडीशनिंग प्लांटों में किया जाता है। छोटे कम्प्रेसरों में एक या दो इम्पेलर्स होते हैं परन्तु बड़े कम्प्रेसरों में अनेक इम्पेलर्स होते हैं। एक इम्पेलर का डिस्चार्ज अगले के सक्शन इनलेट में प्रवेश करता है, और ऐसा अन्तिम इम्पेलर पर पहुँचने तक होता रहता है।
सेंट्रिफ्यूगल कम्प्रेसरों के लाभ (Advantages of Centrifugal Compressors)
अनेक रेसिप्रोकेटिंग यूनिटों के स्थान पर एक सिंगल सेंट्रिफ्यूगल कम्प्रेसर का प्रयोग किया जा सकता है, इसके परिणामस्वरूप कम स्थान की आवश्यकता होती है।
5000 टन जैसे बड़े क्षमता की संस्थापनों और 25°C से – 100°C तक रेंज के तापमानों को प्राप्त करने के लिए सेंट्रिफ्यूगल कम्प्रेसरों का प्रयोग किया जा सकता है
सेंट्रिफ्यूगल कम्प्रेसर्स अधिक विश्वसनीय होते हैं।
सेंट्रिफ्यूगल कम्प्रेसर्स ठोस बनावट वाले होते हैं ।
सेंट्रिफ्यूगल कम्प्रेसर्स बिना शोर किए आपरेट होते हैं।
असंतुलित मास (Unbalanced mass) की अनुपस्थिति के कारण बहुत कम या कोई कम्पन नहीं होती
सेंट्रिफ्यूगल कम्प्रेसरों की मेंटिनेंस पर कम खर्च होता है।
सेंट्रिफ्यूगल कम्प्रेसरों का आपरेशन बहुत आसान होता है।
सेंट्रिफ्यूगल कम्प्रेसरों का जीवनकाल लम्बा होता है।
सेंट्रिफ्यूगल कम्प्रेसर्स में स्पीडों और स्टेजों की संख्या का चयन आसानी से किया जा सकता है।
फैक्ट्री पैक होने के कारण सेंट्रिफ्यूगल कम्प्रेसरों को स्थापित करना बहुत आसान होता है ।
रेसिप्रोकेटिंग कम्प्रेसरों की तुलना में सेंट्रिफ्यूगल कम्प्रेसरों की फ्लैट क्षमता विशिष्टियां होती हैं।
लोड कंडीशनों के उपयुक्त थ्रोटलिंग को समायोजित किया जा सकता है और इस प्रकार पॉवर की आवश्यकता में कमी लाई जा सकती है ।
सेंट्रिफ्यूगल कम्प्रेशनों की हानियां (Disadvantages of centrifugal compressions)
छोटी क्षमताओं के लिए सेंट्रिफ्यूगल कम्प्रेसर्स उपयुक्त नहीं होते हैं ।
जब सिस्टम लोड बहुत कम हो जाता है तो सेंट्रिफ्यूगल कम्प्रेसर में एक घटना का अनुभव होता है जिसे सर्जिंग कहते हैं ।
सेंट्रिफ्यूगल कम्प्रेसरों की क्षमता कंट्रोल के लिए विभिन्न विधियां (Different Methods for Capacity Control of Centrifugal Compressors)
सिस्टम रेजिस्टेंस को बढ़ाकर कम्प्रेसर की क्षमता को कम किया जा सकता है। इसके लिए निम्नलिखित विधियों का प्रयोग किया जा सकता है
कंडेंसर में से गुजरने वाले कूलिंग वाटर को घटाकर कंडेंसर के प्रेशर को बढ़ाना ।
इनलेट वाल्व कंट्रोल की सहायता से जो गैस को थ्रोटल (throttle) करता है और प्रैशर को कम कर देता है ।
कम्प्रेसर की स्पीड को बदलकर क्योंकि डिस्चार्ज प्रैशर कम्प्रेसर स्पीड पर निर्भर करता है ।
स्क्रू कम्प्रेसर (Screw Compressor)
इसमें दो मल्टी-स्ट्रार्ट हेलिकली ग्रूव्ड रोटर्स होते हैं जिन्हें सूक्ष्मता क्लोज्ड टॉलरेंस क्लीयरेंस के अन्दर हाऊसिंग में बनाया जाता है। यह आपस में मैश करते हैं और एक हाउसिंग में फिट किए होते हैं। रोटर, जिसकी शाफ्ट को मोटर के साथ जोड़ा जाता है, को मेल रोटर कहते हैं और दूसरा फिमेल रोटर होता है । जब मेल रोटर जैसे ही ग्रूव की पूरी लम्बाई में इनलेट गैस का चार्ज आ जाता है तो इनलेट पोर्ट बन्द हो जाता है। यह एक चक्कर के लगभग एक-तिहाई में होता है ।
थोड़ी देर बाद एक मेल लोब फिमेल गुली (Gulley) में रोलिंग करना शुरू कर देती है और यह स्टार्टिंग इनलेट सिरे से होती है। गुली का विपरीत सिरा डिस्चार्ज सिरे पर एक ऐण्ड प्लेट द्वारा सील हो जाता है। जैसे ही मेल लोब गुली में ट्रेप्ड हुई गैस को दबाती है, कम्प्रेशन होने लगता है। जैसे ही एक लोब डिस्चार्ज प्लेट में पोर्ट को खोलता है तो डिजाइन की गई प्रैशर पर गैस पोर्ट से बाहर निकल जाती है। आगामी फिमेल गुलियों में ऐसा ही ऐक्शन फिर से होता है।
घूमता है तो फिमेल रोटर भी घूमता है परन्तु विपरीत दिशा में । मेल रोटर में चार लोब्स और फिमेल में छः लोब्स होती हैं। इस प्रकार मेल रोटर 50 प्रतिशत तेजी से घूमता है। फिमेल मुख्यतः रोटेटिंग सीलिंग मेम्बर की तरह कार्य करती है क्योंकि गैस मशीन में एक अक्षीय दिशा में मूव करती है । प्रायः, इनलेट एक सिरे के टॉप पर होता है और डिस्चार्ज आउटलैट दूसरे सिरे के बॉटम पर होता है । इनलेट सिरे पर, जैसे ही मेल लोब फिमेल लोब से अलग होती है तो खाली स्थान इनलेट ओपनिंग और इनलेट प्लेट में पोर्ट के रास्ते इनलेट गैस को खींच लेती है ।
स्क्रू कम्प्रेसरों के लाभ (Advantages of Screw Compressors)
ये अधिक विश्वसनीय होते हैं।
इनकी आयतनीय कार्यकुशलता (Volumetric efficiency) अधिक होती है ।
इनमें कम्पन कम होती है।
मूविंग पार्ट्स कम होने से ये कम घिसते व खराब होते हैं ।
स्क्रू कम्प्रेसरों के लिए पॉवर की आवश्यकता (Power Requirement of Screw Compressors)
समतुल्य क्षमता के सेंट्रिफ्यूगल प्लांटों की अपेक्षा पूर्ण लोड आपरेशन पर स्क्रू कम्प्रेसरों के लिए रेफ्रिजरेशन की प्रति टन पॉवर की आवश्यकता अधिक (लगभग 15 से 18% अधिक) होती है । परन्तु 90% और कम आंशिक लोडों पर, समतुल्य सेंट्रिफ्यूगल मशीन की अपेक्षा स्क्रू कम्प्रेसर को कम ऊर्जा की आवश्यकता होती है। क्योंकि अधिकतर ऐअर-कंडीशनिंग सिस्टमों को पूर्ण लोड पर बहुत कम आपरेट किया जाता है (प्रायः 80 से 90 प्रतिशत आपरेटिंग समय के लिए लोड 90 प्रतिशत या कम ही होता है) इसलिए सेंट्रिफ्यूगल या मल्टीपल रेसिप्रोकेटिंग सिस्टम की तुलना में स्क्रू कम्प्रेसर ऊर्जा बचत वाला हो सकता है।
थर्मो-कम्प्रेसर (Thermo-Compressor)
यह कम्प्रेसर बर्नोली के सिद्धान्त (Bernoulli’s principle) पर कार्य करता है, बहाव का क्षेत्र बढ़ाकर विलोसिटी हैड को प्रेशर हैड में बदला जाता है । ‘C’ पर (चित्र ) ट्यूब में उच्च प्रैशर पर स्टीम को डाला जाता है। नोजल ‘B’ स्टीम के हाई स्टेटिक प्रैशर को पूर्णतया विलोसिटी में बदल देता है। ‘B’ को छोड़ने से इसके चारों ओर बहुत अधिक वेक्यूम (74.25 cm of Hg) बन जाता है। इस प्रैशर पर पानी + 5°C पर उबलता है। जैसे ही प्वाइंट ‘D’ पर थर्मो-कम्प्रेसर का साइज व्यास में बढ़ता है, विलोसिटी घट जाती है और प्रेशर बढ़ जाता है जो ‘B’ के चारों ओर प्रैशर का लगभग 8 गुना होता है । इस प्रैशर पर स्टीम 40°C पर कंडेन्स हो जाती है।
थर्मो-कम्प्रेसर गुण (Thermo-compressor Properties)
थर्मो-कम्प्रेसर के विशेष गुण निम्नलिखित हैं :
इसमें कोई मूविंग पार्ट नहीं होता और किसी लुब्रिकेशन की आवश्यकता नहीं होती।
इसका डिजाइन बहुत सरल होता है।
यह ठोस होता है और प्रायः कोई कम्पन्न नहीं करता।
यह 2 से 1000 टन क्षमता की रेंज के साइजों में पाया जाता है। थर्मो-कम्प्रेसर्स प्रायः केवल बड़े साइजों और वहाँ पर प्रयोग किए जाते हैं जहां पर हाई प्रेशर स्टीम और कम दाम पर अधिक मात्रा में कंडेंसिंग वाटर उपलब्ध हो। बड़े साइजों में इनकी प्रारम्भिक लागत बहुत कम, क्रमवार खर्च भी कम और रेसिप्रोकेटिंग कम्प्रेसरों की अपेक्षा इन्हें बहुत कम स्थान की आवश्यकता होती है।
वोबल प्लेट कम्प्रेसर (Wobble Plate Compressor)
एक परिवर्तनशील विस्थापन कम्प्रेसर (Variable displace- ment compressor) सिस्टम की आवश्यकता अनुसार कम्प्रेसर की वॉल्यूम बदलकर साइक्लिंग क्लच की ज़रूरत समाप्त कर देता है। जब सिस्टम उपयोग में हो तो एक परिवर्तनशील विस्थापन नॉन-साइक्लिंग क्लच लगा रहता (Engaged) है। वे कोई समस्या होने पर या उपयोग में न होने पर ही हटाये (Disengage) जाते हैं। कम्प्रेसर साइकिल ऑन ऑफ करने के लिये कम्प्रेसर में कोई स्विच नहीं होता। कम्प्रेसर की विस्थापन या आउटपुट पिस्टनों का स्ट्रोक बदलकर की जाती है।
पिस्टन एक अक्षीय वोबल प्लेट के साथ जुड़े होते हैं जो पिस्टन के ऊपर और पीछे या हाउसिंग साइड में प्रैशर अन्तर के आधार पर, कोण बदलती है। जब कैबिन तापमान गर्म हो और एयर कंडीशनिंग की माँग अधिक हो तो लो साइड प्रैशर भी उच्च होगा। इस समय के दौरान, वोबल प्लेट बड़े कोण पर मुड़ जाती है जिससे पिस्टन का स्ट्रोक बढ़ जाता है और अधिक रेफ्रिजरेंट विस्थापन (Maximum refrigrant displacement) होता है। जैसे जैसे माँग कम होती है वोबल प्लेट कम कोण पर मुड़ती है जिससे कम या न्यूनतम आउटपुट मिलती है।
यह कम्प्रेसर हैड में लगे सक्शन और डिस्चार्ज पोर्ट से कनेक्ट किए कंट्रोल वाल्व से प्राप्त होता है। यह वाल्व यंत्रवत् या कम्प्यूटर नियंत्रित वाल्व हो सकता है। यांत्रिक वाल्व में एक डायाफ्राम होता है जो लो साइड प्रैशर में बदलाव के अनुसार प्रतिक्रिया करता है। इस वाल्व के खुलने से पिस्टन स्ट्रोक बढ़ जाता है और कम्प्रेसर में रेफ्रिजरेंट फ्लो का वॉल्यूम या विस्थापन बढ़ जाता है।
एक कम्प्यूटर नियंत्रित सिस्टम में तापमान और प्रैशर सेंसर होते हैं। एक इलेक्ट्रॉनिक तापमान कंट्रोल सिस्टम वाल्व की ड्यूटी साइकिल कंट्रोल करता है और कम्प्रेसर का विस्थापन समायोजन (Adjusting the compressor’s displacement) करता है। इनसे शोर भी कम होता है। इस प्रकार का कम्प्रेसर इंजन पर कम लोड डालता है जिससे ईंधन की खपत थोड़ी कम होती है।
स्वाश प्लेट कम्प्रेसर (Swash Plate Compressor)
स्वाश प्लेट कम्प्रेसर में एक घूमने योग्य स्वाश प्लेट और पिस्टन होता है। पिस्टन कम से कम शू के माध्यम से स्वाश प्लेट से कनेक्ट किया होता है और स्वाश प्लेट के प्रत्येक चक्र के साथ रेसिप्रोकेट करता है। सिंगल साइडिड स्वाश प्लेट प्रकार परिवर्तनशील विस्थापन कम्प्रेसर (Single-sided plate type variable displacement compressors) कूलिंग क्षमता की आवश्यकता अनुसार आउटपुट बदल सकते हैं। इसलिए वे अनावश्यक ऊर्जा की खपत कम कर सकते हैं, और कार की ईंधन दक्षता के सुधार में योगदान कर सकते हैं। ये कम्प्रेसर विभिन्न ड्राइविंग वातावरण जैसे तापमान और स्पीड के अनुसार विस्थापन कंट्रोल कर सकते हैं।
परिवर्तनशील विस्थापन कम्प्रेसर में एक स्वाश प्लेट होती है जो घूमती है जिससे पिस्टन रेसिप्रोकेट करता है और रेफ्रिजरेंट को कम्प्रेस करता है। रेफ्रिजरेंट विस्थापन बदलने के लिए परिवर्तनशील विस्थापन कम्प्रेसर स्वाश प्लेट का कोण बदलता है। एक इलेक्ट्रिक कंट्रोल यूनिट से इलेक्ट्रिकल सिगनल मिलने के अनुसार बाहरी नियंत्रित परिवर्तनशील विस्थापन कम्प्रेसर7 (Extrenally controlled type variable displacement compressor) स्वाश प्लेट का कोण बदलता है।
कम्प्रेसर का कार्य कम्प्रेसर के विस्थापन से प्रभावित होता है। यह विस्थापन, प्रति समय इकाई चलने वाले रेफ्रिजरेंट की वाल्यूम (m/s) है। यह तापमान लिफ्ट पर भी निर्भर करता है जो कंडेन्सेशन और इवेपोरेशन तापमान में अन्तर है। कम्प्रेसर का काम रेफ्रिजरेंट के गुणों और सुपरहीटिड सक्शन वेपर के तापमान से भी प्रभावित होता है। रेफ्रिजरेशन सिस्टम की दक्षता तापमान लिफ्ट के अनुपात में बदलती है।
यदि तापमान लिफ्ट कम हो जाए तो रेफ्रिजरेशन क्षमता बढ़ जाती है।
जब कंडेन्सिंग तापमान कम होता है तो कम्प्रेसर पॉवर इनपुट कम हो जाती है।
जैसे जैसे इवेपोरेटिंग तापमान बढ़ता है वैसे वैसे कम्प्रेसर पॉवर इनपुट भी बढ़ती है, हालांकि क्षमता वृद्धि की तुलना में पॉवर वृद्धि कम होती है। तापमान लिफ्ट कम होता है जब निम्नलिखित में से एक या दोनों होते हैं:
कंडेन्सिंग तापमान कम होता है।
इवेपोरेटिंग तापमान बढ़ता है।
तापमान लिफ्ट में 1°C की कमी आने से दक्षता में सुधार होता है और ऑपरेटिंग लागत 2% से 4% कम हो जाती है। इवेपोरेटर तापमान बढ़ा कर या कंडेन्सर तापमान घटाकर तापमान लिफ्ट घटाया जा सकता है। रेफ्रिजरेशन सिस्टम को अनुकूलित (optimize) किया जा सकता है:
एक बड़े कम्प्रेसर के स्थान पर कई छोटे कम्प्रेसर उपयोग करके
विभिन्न कम्प्रेसर साइज़ो का मिश्रण चुनकर जिससे सबसे अच्छा रेफ्रिजरेशन ऑपरेशन और कार्य के लिए कंट्रोल सिस्टम उचित मिश्रण ले सके।
कंट्रोल सिस्टम का उपयोग करके पार्ट लोड ऑपरेशन (Part load operation) कम से कम करना। एक कम्प्रेसर का 100% ऑपरेशन दो कम्प्रेसरों के 50% प्रत्येक आपरेशन से बेहतर है।
आयल सेपेरेटर (Oil Separator)
आयल सेपेरेटर वह पार्ट है जो डिस्चार्ज लाइन में फिट होता है। यह कम्प्रेस्ड गैस से तेल को अलग करता है और उसे रेसिप्रोकेटिंग कम्प्रेसर की क्रेंककेस में वापिस भेजता है।
कम्प्रेसर तेल की कुछ मात्रा को रेफ्रिजरेंट के साथ पम्प करता है और यह तेल आगे रेफ्रिजरेंट के बहाव में रुकावट डालता है और कम्प्रेसर क्रैंककेस में तेल कम करता है। इसलिए, यह महत्वपूर्ण होता है कि पम्प किए हुए तेल को कम्प्रेसर क्रैंककेस में वापिस भेज दिया जाए।
बनावट में यह सिलण्ड्रिकल शैल होता है जो कि कम्प्रेसर और कंडेंसर के बीच फिट किया होता है। बॉटम पर एक लाइन फ्रेंककेस के साथ जुड़ी होती है जिसे एक फ्लोट वाल्व के द्वारा कंट्रोल किया जाता है ।
जैसे ही कम्प्रेसर तेल की थोड़ी सी मात्रा के साथ कम्प्रेस्ड रेफ्रिजरेंट को आयल सेपेरेटर में फेंकता है, रेफ्रिजरेंट की भाप हल्की होने से कंडेंसर की ओर बहती है और भारी होने के कारण तेल बॉटम में एक आयल तह बना लेता है । जब आयल लेवल आयल सेपेरेटर में निश्चित सीमा तक पहुँचता है, एक फ्लोट नीडल वाल्व को खोल देता है और तेल को कम्प्रेसर के क्रॅककेस में वापिस जाने देता है ।
पम्प (Pump)
पम्प एक डिवाइस है जिसका प्रयोग लीक्विड्स को मूव करने के लिए किया जाता है। एक पम्प लीक्विड्स को कम प्रैशर से अधिक प्रेशर तक मूव करता है और प्रैशर के इस अन्तर को पार करने के लिए सिस्टम में ऊर्जा लगानी पड़ती है (जैसे कि एक वाटर पम्प) ।
चिल्ड पानी या ब्राइन और कंडेंसर पानी को सर्क्युलेट करने के लिए, लीक्विड पम्प्स या सर्क्युलेटर्स जो कि प्रायः सेंट्रिफ्यूगल प्रकार के होते हैं, का प्रयोग किया जाता है । इनमें प्रायः एक रोटेटिंग वेन टाइप इम्पेलर होता है जो कि एक स्टेशनरी केसिंग के अन्दर होता है। लीक्विड को प्रायः इम्पेलरी की ‘आई’ में से खींचा जाता है और सेंट्रिफ्यूगल फोर्स के द्वारा इम्पेलर की परिधि या बाहरी सिरे पर गुजारा जाता है।
इस पम्प में, परिधि को छोड़ने के बाद लीक्विड केसिंग में इकट्ठा होकर डिस्चार्ज ओपनिंग के माध्यम से रेफ्रिजरेटिंग सिस्टम में चला जाता है। पम्प और मोटर पम्प एक अखण्ड यूनिट होता है। ड्राइविंग मोटर पर प्रत्यक्षतः माउंट किया होता है । कमी-कभी ये अलग यूनिटें होती हैं और इन्हें आपस में एक फ्लेक्सीबल कपलिंग के द्वारा जोड़ा जाता है। निर्दिष्ट साइज, डिजाइन और स्पीड पर निर्भर करते हुए, हैंडल करने वाले लीक्विड का आयतन पम्पिंग हैड जिसके विरुद्ध पम्प को कार्य करना होता है, के साथ बदलता है।
इसकी क्षमता जो g.p.m. में व्यक्त की जाती है, जो कि डिजाइन साइज और पम्प की स्पीड तथा ड्राइविंग मोटर पर निर्भर करती है। वाटर-कूल्ड कंडेंसरों में, जहाँ पर पानी को कूलिंग टॉवर में ठंडा किया जाता है, पानी को कंडेंसर से कूलिंग टॉवर तक सर्क्युलेट करने और कंडेंसर तक वापिस लाने के लिए कंडेंसर पम्पों की आवश्यकता होती है।
चिल्ड वाटर सिस्टमों में, चिल्ड वाटर को चिल्लर से एअर हैंडलिंग यूनिट तक सर्क्युलेट किया जाता है और चिल्लर में वापस लाया जाता है।
वर्गीकरण (Classification)
पम्पों का वर्गीकरण निम्नलिखित की तरह से किया जाता
रेसिप्रोकेटिंग पम्प्स
गियर पम्प्स या रोटरी पम्प्स
सेंट्रिफ्यूगल पम्प्स
रेसिप्रोकेटिंग पम्प्स (Reciprocating Pumps )
इन पम्पों का प्रयोग प्रायः हाई डिलीवरी हैड और पानी की सीमित मात्रा के लिए किया जाता है। इन पम्पों को पोजीटिव डिसप्लेसमेंट पम्प्स कहते हैं। रेसिप्रोकेटिंग पम्पों में, पिस्टन और सिलण्डर होते हैं जिनमें सक्शन और डिस्चार्ज वाल्व लगे होते हैं। ये “सिम्प्लेक्स” एक-सिलण्डर या “डुप्लेक्स” 2-सिलण्डर या “ट्रिप्लेक्स” 3-सिलण्डर वाले हो सकते हैं। ये “सिंगल-एक्टिंग” इंडिपेंडेंट सक्शन और डिस्चार्ज स्ट्रोक या “डबल-एक्टिंग” हो सकते हैं जिनमें सक्शन और डिस्चार्ज दोनों दिशाओं में होते हैं। इन प्रकार के पम्प्स फ्लूइड पल्सेटिंग फॉर्म में डिलीवर होता है।
रोटरी पम्प्स (Rotary Pumps)
ये भी पोजीटिव डिस्प्लेसमेंट पम्प्स होते हैं। आपरेशन का सिद्धान्त रोटरी कम्प्रेसर के समान होता है। लीक्विड डिस्प्लेसमेंट एलिमेंट्स, गियर्स, लोब्स या वेन्स के रूप में हो सकते हैं। यह पम्प स्थिर बहाव डिलीवर करता है और लीक्विड का डिस्चार्ज्ड पल्सेटिंग नहीं होता, जो कि रेसिप्रोकेटिंग पम्प की सामान्य घटना है।
सेंट्रिफ्यूगल पम्प्स (Centrifugal Pumps)
सेंट्रिफ्यूगल पम्प्स, रोटोडायनमिक पम्प्स होते हैं जिनमें लीक्विड पर सेंट्रिपीटल फोर्स मकेनिकल ऊर्जा को हाइड्रोलिक ऊर्जा में बदलता है। विशेषतया, एक घूमने वाला इम्पेलर फ्लूइड के वेग को बढ़ाता है । पम्प की केसिंग या वोल्यूट तब इस बढ़े हुए वेग को प्रैशर में बढ़ाने के लिए कार्य करता है। इसलिए यदि सेंट्रिपीटल फोर्स मकेनिकल ऊर्जा को प्रैशर हैड में बदलती है तो पम्प का वर्गीकरण सेट्रिफ्यूगल की तरह किया जाता है। ऐसे पम्प्स वास्तव में प्रत्येक उद्योगों में और घरेलू सर्विस के लिए जैसे वाशिंग मशीनों, डिश वाशरों, स्विमिंग पूलों और पानी की सप्लाई में पाए जाते हैं। ये पम्प्स फ्लूइड का लगातार स्थिर आउटफ्लो देता है।
कांस्टेंट और वेरिएबल स्पीड ड्राइव्स वाले इस प्रकार के पम्प अधिक रेंज में पाए जाते हैं। हारिजॉटल शाफ्टें अधिक सामान्य होती हैं। कम क्षमता वाले पम्प सिंगल स्टेज वाले होते हैं। 11 स्टेजों तक वाले पम्प्स सर्विस में पाए जाते हैं। बायलर फीड के लिए प्रयोग किए जाने वाले पम्प बहुत अधिक क्षमता वाले होते हैं, और यह प्रायः 3-4 स्टेज वाले और 6000 चक्कर प्रति मिनट तक स्पीड पर चलने वाले होते हैं ।
पम्प्स अन्दर से घिसते हैं और यह पम्प किए जाने वाले लीक्विड की दर, इसके मेटीरियल्स और आपरेटिंग पद्धति पर निर्भर करता है। सेंट्रिफ्यूगल पम्पों का वर्गीकरण निम्नलिखित तीन श्रेणियों में किया जाता है|
रेडियल फ्लो (Radial Flow) – एक सेंट्रिफ्यूगल पम्प है जिसमें प्रैशर पूर्णतया सेट्रिफ्यूगल फोर्स के द्वारा विकसित होता है ।
मिक्स्ड फ्लो (Mixed Flow) – एक सेंट्रिफ्यूगल पम्प है जिसमें कुछ प्रैशर सेट्रिफ्यूगल फोर्स के द्वारा, कुछ इम्पेलर की बेंस पर लीविनर के रहने से विकसित होता है।
एक्सियल फ्लो (Axial Flow) – एक सेंट्रिफ्यूगल पम्प है जिसमें प्रैशर प्रोपेलिंग द्वारा या इम्पेलर की वेंस पर लीक्विड की लिफ्टिंग ऐक्शन द्वारा विकसित होता है ।
पोजीटिव डिस्प्लेसमेंट पम्प और सेंट्रिफ्यूगल पम्प के बीच अन्तर (Difference between Positive Displacement Pump and Centrifugal Pump)
पोजीटिव डिस्प्लेसमेंट पम्प, दिए गए आर. पी. एम. पर एक समान बहाव पैदा करता है चाहे डिस्चार्ज प्रैशर कितना भी हो । परन्तु सेंट्रिफ्यूगल पम्प में ऐसा नही होता । पम्प की डिस्चार्ज साइड पर वाल्व के बन्द होने पर पोजीटिव डिस्प्लेसमेंट पम्प आपरेट नहीं किया जा सकता अर्थात् इसमे शट ऑफ हैड नहीं होता जैसा कि सेंट्रिफ्यूगल पम्प में होता है । यदि पोजीटिव डिस्प्लेसमेंट पम्प को वाल्व बन्द होने पर आपरेट किया जाता है तो वह बहाव को लगातार उत्पन्न करता रहेगा और डिस्चार्ज लाइन में प्रेशर को तब तक बढ़ाता रहेगा जब तक लाइन फट न जाए या पम्प बुरी तरह से खराब न हो जाए या दोनों ।
पोजीटिव डिस्प्लेसमेंट पम्पों के प्रकार नीचे दर्शाए गए हैं –
सिंगल रोटर
मल्टीपल रोटर
वेन पिस्टन फ्लेक्सिबल मेम्बर सिंगल स्क्रू
गियर लोब सर्कम्सफेरेंशियल पिस्टन मल्टीपल स्क्रू
एअर कंडीशनिंग में पम्पों का प्रयोग (Use of Pumps in Air Conditioning)
अधिकतर एअर कंडीशनिंग एप्लायंसिस के लिए, सेंट्रिफ्यूगल पम्पों का प्रयोग किया जाता है। यह सेंट्रिफ्यूगल फोर्स के सिद्धान्त पर आपरेट करता है। लीक्विड रोटर के सेन्टर (जिसे प्रायः आई कहते हैं) में प्रवेश करता है और इम्पेलर में प्रवेश करता है, जो कि उसे बहुत अधिक वेग प्रदान करता है । इम्पेलर से उच्च वेग वाला लीक्विड एक वोल्यूट चेम्बर से गुजरता है जो कि इम्पेलर के चारों ओर होता है और उसका क्रास सेक्शन डिलीवरी की ओर बढ़ता जाता है। इस प्रकार लीक्विड का उच्च वेग प्रेशर हैड में परिवर्तित हो जाता है। सेंट्रिफ्यूगल पम्प की डिस्चार्ज ओपनिंग का व्यास केवल उसके नामिनल साइज होता है और उसके बहाव की दर निश्चित रूप से फिक्स नहीं करती। यह सिफारिश की जाती है कि बहाव की दर को निर्दिष्ट किया जाए।
अन्य प्रकार के पम्पों की अपेक्षा सेंट्रिफ्यूगल पम्पों के निम्नलिखित लाभ होते हैं
ये अपेक्षाकृत सस्ता होता है।
इसका आपरेटिंग खर्चा कम होता है।
इसका आपरेशन सरल होता है।
इसका जीवनकाल अपेक्षाकृत लम्बा होता है। • यह बनावट में ठोस होता है।
यह लगातार स्थिर डिस्चार्ज देता है
इसे प्राइम मूवर्स के साथ बहुत आसानी से जोड़ा जा सकता है। सेंट्रिफ्युगल पम्प की हानि यह होती है कि यह सेल्फ प्राईमिंग प्रकार का नहीं होता और कम क्षमता पर यह कम कुशल होता है।
वेक्यूम पम्प (Vacuum Pump)
वेक्यूम पम्प ऐसा पम्प है जो कि सील्ड वोल्यूम से गैस मोलिक्यूल्स को हटाता है जिससे आंशिक वेक्यूम पैदा हो जाता है। वेक्यूम पम्पों का मुख्यतः तीन तकनीकों के अनुसार वर्गीकरण किया जाता है
पोजीटिव डिस्प्लेसमेंट: पम्पों में एक मकेनिज्म का प्रयोग किया जाता है जिससे एक केविटी बार-बार फैलती है, चैम्बर से गैसों को अन्दर आने देती है, केविटी सील होती है और वायुमण्डल में एग्जास्ट हो जाता है।
मोमेंटम ट्रांसफर: पम्पों में डेंस फ्लूइड या हाई स्पीड रोटेटिंग ब्लेडों के हाई स्पीड जैटों का प्रयोग किया जाता है जिससे गैस मोलिक्यूल्स को चैम्बर से बाहर धकेल देता है।
एन्ट्रैप्मेंट पम्प्स गैसों को सॉलिड या एब्सोर्ड अवस्था में पकड़ते हैं ।
लो वेक्यूम्स के लिए पोजीटिव डिस्प्लेसमेंट पम्पस अधिक प्रभावशाली होते हैं। उच्च वेक्यूम्स प्राप्त करने के लिए पोजीटिव डिस्प्लेसमेंट के साथ सिरीज में मोमेंटम ट्रांसफर पम्पस अधिकतर प्रयोग में लाए जाते हैं।
अत्यधिक वेक्यूम के लिए एन्ट्रैप्मैंट पम्प्स को जोड़ा जा सकता है। इनमें अधिकतम आपरेशनल समय होता है क्योंकि ये मेटीरियल्स को एग्जास्ट नहीं करते। यह कुछ समय बाद तर हो जाते हैं और रिजनरेशन (regeneration) की आवश्यकता होती है।





 इस लेख में जानें कि रिपल्शन मोटर (Repulsion Motor) क्या है, यह कैसे काम करती है और इसके विभिन्न प्रकार और उपयोग क्या हैं। सरल हिंदी में पूरी तकनीकी जानकारी।
इस लेख में जानें कि रिपल्शन मोटर (Repulsion Motor) क्या है, यह कैसे काम करती है और इसके विभिन्न प्रकार और उपयोग क्या हैं। सरल हिंदी में पूरी तकनीकी जानकारी।