ITI Engineering Drawing MCQ Mock Test Projection (प्रक्षेप) in Technical Drawing ED for ITI All Technical Trade In Hindi NIMI Mock Test
Projection (प्रक्षेप)
Time Left (Second)
420

ITI Engineering Drawing MCQ Mock Test Projection (प्रक्षेप) in Technical Drawing ED for ITI All Technical Trade In Hindi NIMI Mock Test
Time Left (Second)

ITI Fitter Trade hand tools most important Question answer MCQ in Hindi for Fitter CBT Examination mock test in Hindi for fitter 1st Year Question answer
More Related Posts

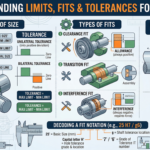


Learn Welding Symbols Chart with complete meanings, types, PDF, examples, and welding drawing symbols. Complete guide for ITI, NCVT and welding students.ITI Fitter Very Most Important Welding Symbols Chart for ITI Fitter theory and Engineering Drawing PDF for NIMI CBT Examination all Symbols are Important.
वेल्डिंग सिंबल्स (Welding Symbols) वे चिन्ह होते हैं जिनका उपयोग वेल्डिंग ड्रॉइंग या इंजीनियरिंग ड्रॉइंग में किया जाता है ताकि यह बताया जा सके कि किसी जॉइंट (Joint) पर किस प्रकार की वेल्डिंग की जाएगी। इन चिन्हों की मदद से वेल्डर को यह जानकारी मिलती है कि वेल्ड की लोकेशन, प्रकार, साइज़, गहराई और कोण क्या होंगे।
उदाहरण के लिए, फिलेट वेल्ड, ग्रूव वेल्ड, बट वेल्ड आदि के लिए अलग-अलग सिंबल्स निर्धारित किए गए हैं। इस प्रकार वेल्डिंग सिंबल्स के माध्यम से जटिल जानकारी को आसान चिन्हों में व्यक्त किया जाता है, जिससे निर्माण कार्य में सटीकता और दक्षता बढ़ती है।
वेल्डिंग सिंबल्स ऐसे मानक संकेत (Standard Symbols) हैं जिनका उपयोग वेल्डिंग जॉइंट्स को दर्शाने के लिए इंजीनियरिंग या फेब्रिकेशन ड्रॉइंग्स में किया जाता है। इनका उद्देश्य यह बताना होता है कि वेल्डिंग कहाँ, कैसे और किस तरह की करनी है।
वेल्डिंग सिंबल्स की मदद से ड्रॉइंग पढ़ने वाला व्यक्ति (जैसे वेल्डर या फैब्रिकेटर) को सटीक जानकारी मिलती है कि किस प्रकार का वेल्ड चाहिए, उसकी गहराई, कोण और स्थिति क्या होगी। इससे गलतियों की संभावना कम होती है और समय की बचत होती है।
वेल्डिंग सिंबल्स का उपयोग आई.टी.आई. (ITI), एन.सी.वी.टी. (NCVT), वर्कशॉप और इंडस्ट्री में व्यापक रूप से किया जाता है।
वेल्डिंग सिंबल्स का उपयोग इंजीनियरिंग ड्रॉइंग और तकनीकी डिज़ाइन में किया जाता है ताकि वेल्डर को यह समझाया जा सके कि वेल्ड कहाँ, किस प्रकार और कितने आकार में करना है।
मुख्य उपयोग:
वेल्डिंग सिंबल्स का उपयोग इंजीनियरिंग ड्रॉइंग, स्टील फैब्रिकेशन, पाइपलाइन, ऑटोमोबाइल, शिप बिल्डिंग, रेलवे और मैन्युफैक्चरिंग उद्योगों में किया जाता है। इन सिंबल्स की सहायता से वेल्डर को वेल्ड के प्रकार, स्थान और आकार की सही जानकारी मिलती है।
| Type Welding | Sectional Representation & Symbol |
|---|---|
| Single Bevel Butt Weld with board Root Face | 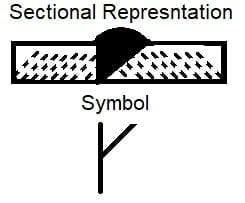 |
| Butt Weld between flanged Plates (Flanges melted down completely) |  |
| Single- J butt weld |  |
| Single V butt weld with board root face |  |
| Single V butt weld | 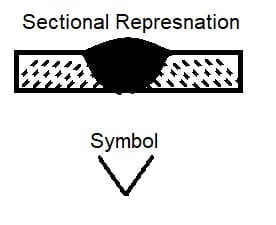 |
| Plug weld (Circular or Elongated hold, completely filled) |  |
| Square butt Weld | 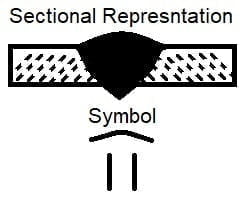 |
| Spot Weld (Resistance or Arc Welding or projection weld) |  |
| Single bevel butt Weld |  |
| Flat (Flush) single-V butt weld |  |
| Fillet weld |  |
| Concave fillet weld |  |
| Backing or sealing run | 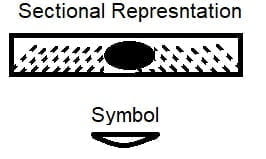 |
| Flat (Flush) single V butt weld with flat backing run |  |
| single butt weld |  |
| Convex double V butt weld |  |
| Seam weld | |
| Symbol | Name | Use | Example |
|---|---|---|---|
| △ | Fillet weld | Joining T-joints | Structural steel |
| V | V-groove | Thick plates | Pipe welding |
| U | U-groove | Heavy fabrication | Pressure vessel |
| J | J-groove | Single-side preparation | Industry use |
| Square | Square groove | Thin plates | Sheet metal |
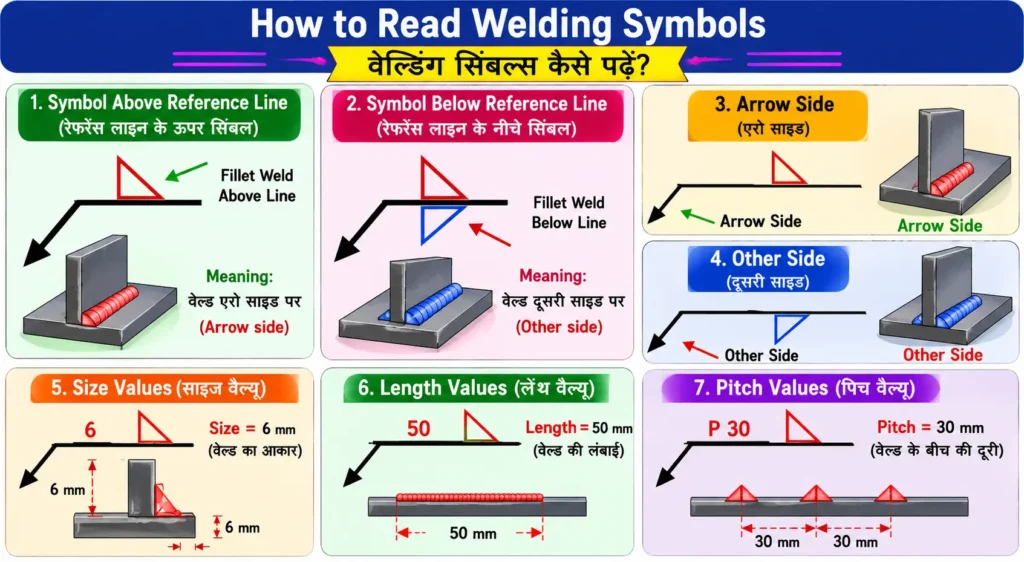
वेल्डिंग सिंबल्स ड्रॉइंग की भाषा होते हैं, जो वेल्डर को यह जानकारी देते हैं कि किसी जॉइंट पर किस प्रकार की वेल्ड करनी है, उसकी स्थिति क्या होगी, और उसका आकार या लंबाई कितनी होगी। वेल्डिंग ड्रॉइंग को सही तरीके से पढ़ने के लिए इन सिंबल्स की संरचना और उनके भागों को समझना आवश्यक है।
वेल्डिंग सिंबल्स मुख्यतः रेफरेंस लाइन (Reference Line), एरो (Arrow), और सिंबल (Weld Symbol) से मिलकर बनते हैं। नीचे प्रत्येक भाग का विवरण दिया गया है:
जब वेल्डिंग सिंबल रेफरेंस लाइन के ऊपर दिया जाता है, तो इसका अर्थ है कि वेल्ड जॉइंट के उस हिस्से पर किया जाएगा जो एरो के विपरीत दिशा में है, यानी दूसरी ओर (Other Side) पर।
उदाहरण: यदि किसी ड्रॉइंग में ग्रूव वेल्ड सिंबल लाइन के ऊपर दिखाया गया है, तो वह वेल्ड जॉइंट की दूसरी तरफ किया जाना चाहिए।
यदि वेल्डिंग सिंबल रेफरेंस लाइन के नीचे बना हुआ है, तो इसका अर्थ है कि वेल्ड को एरो की दिशा वाली ओर (Arrow Side) पर करना है। यह नियम वेल्डिंग ड्रॉइंग्स में बहुत महत्त्वपूर्ण होता है क्योंकि इससे यह तय होता है कि वेल्डर किस साइड पर काम करेगा।
एरो (Arrow) वेल्डिंग सिंबल का मुख्य भाग होता है जो यह बताता है कि वेल्डिंग किस जॉइंट पर की जानी है।
एरो किसी विशेष प्लेट, पाइप या फ्रेम के उस भाग को इंगित करता है जहाँ वेल्ड की आवश्यकता होती है।
Other Side वह हिस्सा होता है जो एरो द्वारा इंगित दिशा के विपरीत होता है। इसका संकेतक वेल्डिंग सिंबल की स्थिति द्वारा तय होता है। उदाहरण के लिए, यदि किसी जॉइंट में दोनों साइड पर वेल्डिंग चाहिए, तो सिंबल को रेफरेंस लाइन के ऊपर और नीचे दोनों ओर दिखाया जाता है।
वेल्डिंग सिंबल के पास अक्सर संख्याएं (Numbers) दी जाती हैं जो उस वेल्ड के आकार (Size) को दर्शाती हैं।
उदाहरण:
यह जानकारी वेल्डिंग की गुणवत्ता और स्ट्रेंथ दोनों के लिए बहुत आवश्यक होती है।
कई बार वेल्डिंग ड्रॉइंग में यह भी बताया जाता है कि वेल्ड कितनी लंबाई तक करनी है।
उदाहरण:
“6 – 50” का अर्थ है — प्रत्येक 6 मिमी लंबाई के वेल्ड 50 मिमी के अंतराल पर किए जाएंगे।
Pitch Value वह दूरी होती है जो दो लगातार वेल्डों के केंद्रों के बीच होती है।
उदाहरण: यदि किसी सिंबल में “10 – 50” लिखा हो, तो इसका अर्थ है कि 10 मिमी लंबाई के वेल्ड्स 50 मिमी के अंतर पर दोहराए जाएंगे।
वेल्डिंग सिंबल्स वे मानक चिन्ह (Standard Symbols) हैं जो वेल्डिंग ड्रॉइंग में उपयोग किए जाते हैं ताकि यह बताया जा सके कि किसी जॉइंट पर किस प्रकार की वेल्डिंग की जाएगी, उसकी स्थिति, आकार और प्रकार क्या होगा।
वेल्डिंग सिंबल्स महत्त्वपूर्ण इसलिए हैं क्योंकि:
फिलेट वेल्ड सिंबल एक त्रिकोण के आकार का चिन्ह होता है जिसे दो प्लेटों के बीच कोने (Corner), टी-जॉइंट (T-Joint) या लैप जॉइंट (Lap Joint) के लिए प्रयोग किया जाता है। इसका उपयोग दो धातु सतहों को 90° कोण पर जोड़ने के लिए किया जाता है।
ग्रूव वेल्ड वह वेल्ड होता है जिसमें दो प्लेटों के किनारों को किसी विशेष आकार (जैसे V, U, J, Bevel आदि) में काटकर जोड़ा जाता है। यह आमतौर पर मोटी प्लेटों के लिए प्रयोग किया जाता है ताकि पूर्ण पैठ (Full Penetration) प्राप्त हो सके।
एरो लाइन वेल्डिंग सिंबल का वह भाग है जो यह दर्शाता है कि वेल्डिंग किस जॉइंट या भाग पर की जानी है।
यह रेफरेंस लाइन से जुड़ी होती है और जॉइंट के किसी विशेष बिंदु की ओर इशारा करती है।
रेफरेंस लाइन वेल्डिंग सिंबल का मुख्य भाग (Main Element) होती है जिसके ऊपर या नीचे वेल्ड सिंबल बनाए जाते हैं।
AWS (American Welding Society) एक अंतरराष्ट्रीय संगठन है जो वेल्डिंग प्रक्रियाओं, सिंबल्स, और मानकों को परिभाषित करता है।
वेल्डिंग ब्लूप्रिंट को पढ़ते समय ध्यान दें:
ITI और NCVT परीक्षाओं में सामान्यत: निम्नलिखित सिंबल्स पूछे जाते हैं:

ITI Fitter Question Answer in Hindi for Measurement and Measuring Unit Pdf Most Important Short Question in Hindi for ITI Fitter Candidate Online Test for CBT Examination
ITI 2nd year students who are very worried about their preparation can do their CBT exam preparation for free from here, here we provide you with online mock test online CBT exams, by solving mock tests you can prepare for your CBT exam. You can increase the experience of ITI and you can crack it easily

Fire is a hazard, it is important to know how many classes of fire there actually are. The class of a fire can determine how quickly it burns, how dangerous it is, and the best way to use a fire extinguisher to extinguish it.
| Sr. No | Fire Class | Material | Fire Extinguishers |
|---|---|---|---|
| 1 | Class A | Wood, Cloths, | Water Filled Extinguisher |
| 2 | Class B | Petrol, Diesel, Mobil Oil, | CO2, Foam ,Dry Powder Extinguishers |
| 3 | Class C | Gas , LPG | Dry Powder Extinguishers |
| 4 | Class D | Electric, metallic substance | CO2, CTC |
Fire in wood, paper, cloth and solid metals is kept in category A type of fire, to extinguish this type of fire, water is first poured into the bottom of your fire, after that water sprinklers are poured over the fire.
लकड़ी कागज कपड़े एवं ठोस धातुओं में लगी आग को श्रेणी A प्रकार की आग में रखा जाता है इस प्रकार की आग को बुझाने के लिए पहले आप की आग तली में पानी डाला जाता तत्पश्चात आग के ऊपर पानी के फुवारे डाले जाते हैं
Fire in flammable liquid and flammable solid is kept in category B type of fire, to extinguish this type of fire, CO2, form and dry powder fire extinguishers are used, no water is used to extinguish this type of fire needed
ज्वलनशील द्रव तथा गलनशील ठोस में लगी आग को श्रेणी B प्रकार की आग में रखा जाता है इस प्रकार की आग को बुझाने के लिए CO2, फॉर्म एवं सूखा पाउडर अग्निशामक का प्रयोग किया जाता है इस प्रकार की आग बुझाने में पानी का प्रयोग नहीं किया जाना चाहिए |
Fire in gas and liquefied gas is kept in category C type fire. Liquefied gas fire should be extinguished with more care because there is always a fear of explosion or sudden fire spread in this type of fire Dry to extinguish this type of fire Powdered fire extinguishers are used
गैस एवं द्रवित गैस में लगी आग को श्रेणी C प्रकार की आग में रखा जाता है द्रवित गैस की आग को अधिक सावधानी के साथ बुझाना चाहिए क्योंकि इसमें विस्फोट या अचानक आग फैलने का डर हमेशा बना रहता है इस प्रकार की आग को बुझाने के लिए ड्राई पाउडर वाले अग्निशामक का प्रयोग किया जाता है
Metal or electrical fire is kept in category D type of fire. Carbon dioxide dry powder (CTC) is used to extinguish this type of fire. Fire should be extinguished by trained person only.
धातु अथवा विद्युत से लगी आग को श्रेणी D प्रकार की आग में रखा जाता है इस प्रकार की आग को बुझाने के लिए कार्बन डाइऑक्साइड ड्राई पाउडर सीटीसी का प्रयोग किया जाता है प्रशिक्षित व्यक्ति द्वारा ही आग बुझाई जानी चाहिए
ये क्लास ए की आग के लिए उपयुक्त हैं जिसमें कागज, लकड़ी, पुआल, कोयला, रबर, ठोस प्लास्टिक, नरम साज-सामान, और बहुत कुछ शामिल हैं। ये अग्निशामक आग और सामग्री को पानी में भिगोकर ठंडा करते हैं। ये आग की लपटों को बुझाते हैं और जलती हुई वस्तुओं से गर्मी को अवशोषित करते हैं।
ये सबसे नए प्रकार के बुझानेवाले हैं और बहुत शक्तिशाली हैं लेकिन आकार में छोटे हैं। ये क्लास ए, बी, सी और एफ की आग पर उपयोग करने के लिए सुरक्षित और प्रभावी हैं। साथ ही, ये एक्सटिंगुइशर 1000 वोल्ट तक के बिजली के उपकरणों के कारण होने वाली आग के मामलों का मुकाबला कर सकते हैं। ये उपकरण आग को ठंडा करके और ऑक्सीजन की आपूर्ति को कम करके काम करते हैं। ये पुनर्चक्रण योग्य होते हैं और इनमें कोई रसायन नहीं होता है, और कभी-कभी डी आग पर भी इस्तेमाल किया जा सकता है।
ये बुझाने वाले तीन और छह लीटर पानी के स्प्रे टैंक में उपलब्ध हैं और लकड़ी, कपड़ा, कागज, प्लास्टिक या कोयले जैसे कार्बनिक ठोस पदार्थों को शामिल करने के लिए उपयुक्त हैं। वे आग की लपटों के आधार पर जेट का उपयोग करते हैं और आग के बुझने तक इसे लगातार और स्थिर रूप से आगे बढ़ाते हैं। यह उच्च दाब के सौजन्य से एक महीन स्प्रे बनाता है और आग को बुझा देता है।
इन उपकरणों में केवल दबाव वाली कार्बन डाइऑक्साइड गैस होती है और जलती हुई तरल पदार्थ (कक्षा बी), और बिजली की आग से जुड़ी आग पर उपयोग के लिए उपयुक्त होती है। वे बिजली की वस्तुओं को नुकसान नहीं पहुंचाते हैं या शॉर्ट सर्किट शुरू नहीं करते हैं। हालांकि, CO2 एक्सटिंगुइशर डिस्चार्ज के दौरान बहुत ठंडे हो जाते हैं और डीप फैट फ्रायर के लिए उपयुक्त नहीं होते हैं।
ये ठोस और तरल पदार्थ (कक्षा ए, कक्षा बी) में आग को शांत करते हैं लेकिन वसा या खाना पकाने के तेल जलाने के लिए लागू नहीं होते हैं। फोम एक्सटिंगुइशर के कुछ मॉडल हैं जिनका उपयोग बिजली की आग पर किया जा सकता है। फोम एक्सटिंग्विशर को साफ करना आसान होता है और पानी के एक्सटिंग्विशर की तुलना में अधिक महंगे होते हैं।
कक्षा ए, बी और सी की आग के लिए जो ठोस, तरल और गैसों के जलने से होती है, ये बुझाने वाले सबसे अच्छे विकल्प हैं। इन्हें टाइप डी की आग से निपटने के लिए भी डिजाइन किया गया है। वे पाउडर बनाने का काम करते हैं जो आग को बुझाता है और इसे फैलने से रोकता है। ये बुझानेवाले आमतौर पर कम खर्चीले और शक्तिशाली होते हैं।
ये बुझानेवाले पानी की धुंध छोड़ते हैं और वर्ग एफ की आग के लिए सबसे उपयुक्त हैं। ये मुख्य रूप से रसोई में व्यक्तिगत और पेशेवर दोनों तरह से उपयोग किए जाते हैं। आप उन्हें क्लास ए और क्लास बी की आग पर भी इस्तेमाल कर सकते हैं, हालांकि वे इन आग पर कम प्रभावी हैं। इन उपकरणों में पानी में क्षार लवण का एक दबावयुक्त घोल होता है और एक महीन धुंध बनाता है जो आग की लपटों को शांत कर सकता है और छींटे को रोक सकता है।
5S Very Important Rule use in Industrial & Manufacturing Unit 5S is rule many benefits like 5S Rule increase manufacturing without any hazard and Tools Damaging
छटनी से अभिप्राय: है सभी अनावश्यक उपकरण पुर्जो को हटाना | कारखाने के एक-एक पुर्जा का निरीक्षण करके उन सभी को हटाए जो आवश्यक नहीं है
Trimming refers to the removal of all unnecessary equipment parts. Inspect every part of the factory and remove all that are not needed
हर वस्तु के लिए एक निर्धारित जगह होनी चाहिए तथा हर वस्तु अपने स्थान पर होनी चाहिए | वस्तु का स्थान उस स्थान से में नजदीक होना चाहिए जहां वस्तु का अधिकतम प्रयोग होता है मजदूरों को बार-बार उसी उपकरण को खोजने में समय व्यर्थ नहीं करना पड़े
There should be a designated place for every thing and every thing should be in its place. The location of the object should be close to the place where the object is used the most, the workers should not have to waste time searching for the same equipment again and again.
उत्पादन की सारी प्रक्रिया सरल एवं स्पष्ट होनी चाहिए
The whole process of production should be simple and clear
सभी वस्तुएं उपकरण प्रमाणित होना चाहिए सभी का स्तर एक समान हो हर व्यक्ति को अपनी जिम्मेदारी की जानकारी होनी चाहिए
All items Equipment must be certified Everyone should be of equal standard Every person should be aware of his responsibility
प्रमापों को निर्धारित करना और उनका अवलोकन करना | जब आप 4S का ध्यान रखते हैं तो यहां 5S वैसे ही लागू हो जाता है
Determining and observing standards. When you consider 4S, here’s how 5S applies
उपरोक्त 5S के अतिरिक्त 3S और भी हैं
More Post
NIMI Question Bank Fitter 1st Year Student of NCVT MIS ITI very Most Important MCQ ( Mock Test/Objective Question) for SCVT and NCVT ITI Students Fitter’s most important 100 questions collection, which is very important for NCVT candidates, all questions are based on NIMI pattern and are also explained in easy language so that you do not face any difficulty.
1. संकीर्ण कार्य के लिए किस विशेष फाइल का प्रयोग किया जाता है ?
उत्तर :- 1 स्तंभ फ़ाइल
2. मेटिंग पार्ट्स के बीच गैप को चेक करने के लिए किस गेज का प्रयोग किया जाता है?
उत्तर :- 3 फीलर गेज
3. स्लिप गेज को साफ करने के लिए किस सामग्री का उपयोग किया जाता है?
उत्तर :- 4 कार्बन टेट्रा क्लोराइड
4. स्लिप गेज को जंग से बचाने के लिए किस सामग्री का उपयोग किया जाता है?
उत्तर :- 4 पेट्रोलियम जेली
5. स्टील में एनीलिंग का उद्देश्य क्या है?
उत्तर :- 3 आंतरिक तनाव को दूर करने के लिए
6. विंग नट का क्या फायदा है?
उत्तर :- 3 बिना रिंच के ढीला और कस लें
7. त्रिज्या और पट्टिका गेज बनाने के लिए किस सामग्री का उपयोग किया जाता है?
उत्तर :- 2 कठोर स्टील शीट
8. सर्कुलर टेंपर की का प्रयोग कहाँ किया जाता है?
उत्तर :- 1 लाइट ड्यूटी ट्रांसमिशन
9. शाफ्ट के साथ घूमने की अनुमति के बिना सादे असर को स्थिति में कैसे रखा जाता है?
उत्तर :- 3 कुंजी या पेंच द्वारा
10. लॉक वॉशर का क्या फायदा है?
उत्तर :- 4 कंपन के तहत बोल्ट या अखरोट को ढीला होने से रोकें
11. Gib हेडेड की का उपयोग करने से क्या लाभ है?
उत्तर :- 2 आसानी से निकाला जा सकता है
12. नुकीले कोनों को खत्म करने के लिए किस फाइल का उपयोग किया जाता है?
उत्तर :- 3 बैरेट फ़ाइल
13.वर्नियर बैवल प्रोट्रैक्टर के किस भाग पर वर्नियर डिजीवन बने होते हैं?
उत्तर :- 3 डायल
14.फिनिश रीमिंग के द्वारा धातु कटती है
उत्तर :- 4 0.02 से 0.05 मिमी
15.ऐक्मी स्क्रू थ्रेड का कोण होता है
उत्तर :- 2 29°
15. फीलर गेज का उद्देश्य क्या है?
उत्तर :- 4 सभी भागों के बीच की खाई की जाँच करें
16.माइक्रोमीटर किस रेन्ज तक मिलते हैं
उत्तर :- उपर्युक्त सभी
17. हैंड फाइलें किस मेटीरियल से बनाई जाती हैं?
उत्तर :- 2 हार्ड कार्बन स्टील
18.डीप कटिंग हेकसॉ फ्रेम का प्रयोग किया जाता है
उत्तर :- 4 गहरी कटिंग के लिए
19. 7.बी.एस. डब्ल्यू. स्क्रू थ्रेड की सिंगल डेप्थ होती है
उत्तर (4) .6403 P
20.फिटिंग पार्ट्स के बीच जानबूझ कर रखे जाने वाले अन्तर को कहते हैं
उत्तर:- 3 एलाउंस
21.साइन बार का प्रयोग करते हुए ऐंगल को सेट करने के लिए, स्लिप गेजों की ऊँचाई और साइन बार की लम्बाई…..का अनुपात बनाती है।
उत्तर:- 2 sinθ
22.बी.ए. थ्रेड का शीर्ष कोण होता है
उत्तर :- (2) 471/2°
23. निम्नलिखित में से किस प्लग गेज में ‘गो’ और ‘नो-गो’ सिरे एक ही साइड पर होते हैं?
उत्तर :- 2 प्रोग्रेसिव प्लग गेज
24. एक ट्विसट ड्रिल में कौनसा कोण रेक ऐंगल बनाता है?
उत्तर:- 3 हेलिक्स ऐंगल
25.यदि पुराने कट में नया ब्लेड प्रयोग करेंगे तो वह
उत्तर :- 1 फंस-फंस कर चलेगा
26.इंडियन स्टैण्डर्ड स्क्रू थ्रेड की सिंगल डेप्थ होती है
उत्तर :- 2 .613 P
27. डक्टिलिटी धातु का एक गुण है जो कि निम्नलिखित में से किसे बनाने के लिए सहायक होता है?
उत्तर :- 1 तारें
28.सबसे भारी धातु होती है
उत्तर :- 3 सीसा
29. कठोर स्टील को 4000 C से नीचे के तापमान पर फिर से गर्म करने के बाद ठंडा करने के लिए गर्मी उपचार प्रक्रिया का क्या नाम है?
उत्तर :- 3 तड़के
30.किसी बेसिक साइज पर स्वीकृत अधिकतम सीमा को
उत्तर : – 2 हाई लिमिट कहते हैं
31.डाई नट कुछ नहीं है बल्कि
उत्तर :- 2 नट के आकार की डाई है
32.’की’ कितने प्रकार की होती है
उत्तर :- (2) 6
33.सबसे हल्की धातु होती है
उत्तर :- 1 अल्युमीनियम
34.हेक्सा फ्रेम में ब्लेड को बाँधते समय दांतें होने चाहिए
उत्तर :- 1 विंग नट की ओर
35. आयताकार क्रॉस सेक्शन वाली कौन सी कुंजी शाफ्ट और हब दोनों पर की-वे कट में फिट होती है?
उत्तर :- 1 सनक कुंजी
36.किसी टूल की ब्रिटलनेस कम करके टफनैस बढ़ाने को
उत्तर :- 3 टेम्परिंग कहते हैं
37.क्रॉस कट चीजेल का प्रयोग किया जाता है
उत्तर :- 2 चाबीघाट बनाने के लिए
38.मशीन की ओवरहॉलिंग का अभिप्राय है
उत्तर :- 3 मशीन को पूरी तरह से खोलकर, साफ करके तेल देने के बाद दुबारा फिट करना
39.टेप के द्वारा एक होल की थ्रेडिंग करने के बाद यह पाया गया कि थ्रेड की क्रेस्ट पूरी तरह से फार्म में नहीं बनी है। इस दोष का कारण होता है
उत्तर :- टेप ड्रिल साइज की अपेक्षा होल साइज थोड़ा सा बड़ा होना
40.फार्मर का चयन निर्भर करता है
उत्तर :- पाइप का आउटसाइड डायमीटर
41. मेजरिंग गेजों को वीयर रेजिस्टेंस की आवश्यकता होता है। ऐसा गुण प्राप्त करने के लिए किस हीट ट्रीटमेंट विधि की आवश्यकता होती है?
उत्तर :- 2 केस हार्डनिंग
42. निम्नलिखित किस वोल्ट में B.S.W. चूड़ी कटी होती है?
उत्तर :- 1 रैग वोल्ट
43.बेंच वाइस के जॉस् खुलते हैं
उत्तर :- 2 वी-आकार में
44.बाल बियरिंग को माउंट करते समय शाफ्ट के साथ इन्नर रेस में किस प्रकार का किट प्रयोग किया जाता है
उत्तर :- 4 इंटरफीयरेंस
45. बैरल के ऊपर घूमने वाले हिस्से को क्या कहते हैं?
उत्तर :- 4 थिम्बल
46. निम्नलिखित में से कौनसा विशेष लक्षण रेडियल ड्रिलिंग मशीन के लिए होता है?
उत्तर :- 1 इसके स्पिण्डल को किसी भी पोजीशन में सेट किया जा सकता है
47. कॉलर और शाफ्ट को पोजीशन में कनेक्ट करने के लिए किस स्क्रू का प्रयोग किया जाता है?
उत्तर :- 3 हेक्सागनल सॉकेट सेट स्क्रू
48. निम्नलिखित में से फाउन्डेन्शन वोल्ट कौन है?
उत्तर :- 4 उपर्युक्त सभी
49.ड्रिल का कटिंग ऐंगल निर्भर करता है
उत्तर :- 2 जॉब की धातु पर
50. एक रेल ट्रैक की ड्रिलिंग करनी है जहाँ पर इलेक्ट्रिक सप्लाई नहीं है। निम्नलिखित में से कौनसी ड्रिलिंग मशीन का प्रयोग करेंगे?
उत्तर :- रैचेट ड्रिलिंग
51.दो मेटिंग पार्ट्स के बीच क्लीयरेंस मापा जाता है
उत्तर :- 3 फीलर गेज द्वारा
52.एक उत्पादन की क्वालिटी तब मानी जाती है जब
उत्तर :- 3 वह प्रयोग के लिए का चयन उपयुक्त हो
53.सबसे छोटा नंबर साइज ड्रिल होता है
उत्तर :- 3 0.343 मिमी.
54.ट्रेन ऑफ गियर के लिए सही है
उत्तर :- 4 उपर्युक्त सभी
55.एक नट जिसे अंगूठे के प्रेशर के द्वारा टाइट/ढीला किया जाता है तथा इसका प्रयोग हेक्सा फ्रेम में किया जाता है, को कहते
उत्तर :- 4 विंग नट
56.वर्नियर केलिपर के किस भाग पर मेन स्केल डिवीजन बने होते
उत्तर :- 4 बीम
57.स्क्रू जैक पर चुड़ियाँ होती हैं
उत्तर :-2 स्क्वायर
58.निम्नलिखित में से पिन के प्रकार हैं
उत्तर :- 4 उपर्युक्त सभी
59.स्पलैश लुब्रिकेशन का सर्वोत्तम उदाहरण है
उत्तर :- 1 रिंग लुब्रिकेशन
60.मैशिंग गियर्स में बैकलैश होती है
उत्तर :- 2 मैश की हुई दो गियर्स के बीच क्लीयरेंस
61.चीजेंल की धातु होती है
उत्तर :- 4 हाई कार्बन स्टील
62. अंग्रेजी माइक्रोमीटर में कितनी नाप ली जा सकती है?
उत्तर :- 0.001″
63. निम्नलिखित में से कौनसा कोण रिलीफ की तरह कटिंग लिप्स के पीछे की ओर दिया जाता है?
उत्तर :- 3 हेलिक्स ऐंगल
64.बी.ए. स्क्रू थ्रेड का कोण होता है
उत्तर :- (3) 471/20
Files Tool के Types of Files Tool के बारे में सबसे जरूरी बात आपको पता होनी चाहिए कि रेती कितने प्रकार की होती है, इनका इस्तेमाल कहां किया जाता है और कौन सी File अच्छी है और कौन सी रेती किस काम के लिए प्रयोग होती है आइए जानते हैं
| Files Tool Type | Size (In MM) | Use |
|---|---|---|
| Flat Files | 200 | For sanding exterior and interior surfaces (General use) |
| Round Files | 150 | To enlarge the circular hole |
| Half Round Files | 150 | For sanding interior square areas |
| Square Files | 100 | square area, inner square corner, rectangular hole key pier Splines are used for sanding |
| Triangular Files | 100 | corner, and is used for sanding angles greater than 60° |
| Safe edge File | 150 | For sanding angled surfaces |
| Flat Rasp File | 200 | For sanding angles greater than 10 degrees |
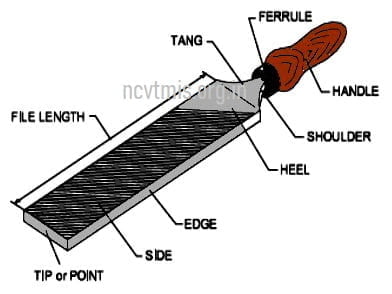
रेती का पतला भाग जिस पर एक पंक्ति में समांतर दाते कटे होते हैं|
रेती के चौड़े भाग का वह चित्र जहा दांते नहीं कटी होती हैं|
रेती वह वक्र भाग जोकि टेंग की बॉडी से अलग करती है|
पतला तथा संकरा रेती का वह भाग जो की हैंडल में फिट होता है|
रेती को पकड़ने के लिए टेंग पर फिट किए जाने वाला भाग|
धातु का बचाव छल्ला जो कि हैंडल को क्रेक होने से बचाता है|
यह एक मुख्य हैण्ड कटिंग टूल है। जहाँ पर मशीन टूल द्वारा काम नहीं कर सकते वहाँ इसकी आवश्यकता पड़ती है, जैसे आरी द्वारा कटिंग व चिपिंग की गई सरफेस को समतल बनाने के लिए, जॉब से अनावश्यक धातु (Surplus Metal) को हटाने के लिए, मॉडल अथवा डाई बनाने के लिए, किसी जॉब को चौरस या दूसरे आकार से बनाने तथा चिकना करने के लिए प्रयोग में लाई जाती है।
यह हाई कार्बन स्टील ( HCS ) की बनी होती है। टैंग को छोड़कर बाकी भाग हार्ड एवं टैम्पर किया होता है। इसके फेस तथा साइडों पर बहुत-से कटिंग ऐज या दाँतें (Teeth) बने होते हैं, जो धातु को छोट-छोटे कणों के रूप में काटते हैं। अतः रेती द्वारा बहुत कम धातु काटी जा सकती है। फाइलिंग एलाउन्स प्राय: 0.02 मि.मी. से 0.5 मि.मी. तक रखा जाता है। रेती का साइज टिप (Point) से हील (Heel) तक लिया जाता है। रेती की कार्यविधि चित्र 16 में दशाई गई है।
रेती के निम्नलिखित भाग होते हैं
रेती का वर्गीकरण निम्नलिखित विधि से किया जाता है
साधारणतया रेती की लम्बाई 100 मि.मी. से 450 मि.मी. तक होती है, जैसे-100, 150, 200, 250, 350, 400 और 450 मि.मी. आदि। रेती की लम्बाई ‘हील से प्वाइन्ट’ तक ली जाती है, परंतु गोल रेती का साइज उसके व्यास से और स्क्वायर रेती का साइज उसकी भुजा की चौड़ाई से लिया जाता है। 450 मि.मी. से लम्बी भी रेती आती हैं जिन्हें फाइलिंग मशीन में पकड़ कर काम में लाते हैं।
आकृति के अनुसार रेतियाँ विभिन्न प्रकार की होती हैं, परंतु मुख्यतः सात प्रकार की रेतियाँ अधिक प्रयोग में लाई जाती हैं। अगर रेती का क्रॉस-सैक्शन बनाएँ तो कोई-न-कोई रेखागणित का चित्र बनेगा। इसे रेती का आकार या सैक्शन कहते हैं।

यह आयताकार अनुप्रस्थ काट (Cross-Section) की होती है तथा यह चौड़ाई और मोटाई में टेपर होती है। इसके फेस पर डबल कट और ऐज पर सिंगल कट दाँतें कटे होते हैं। यह साधारण कार्यों के लिए प्रयोग में लाई जाती है। लम्बाई के अनुसार यह अलग-अलग साइजों में मिलती हैं।

यह रेती चौड़ाई में समानान्तर अर्थात् हील से प्वाइंट तक एक समान होती है, परंतु मोटाई में कुछ टेपर होती है। यह हमेशा डबल कट में ही बनाई जाती है, परंतु इसके एक किनारे पर दाँतें नहीं कटे होते, इसीलिए इसे सेफ-ऐज (Safe Edge) रेती भी कहते हैं। इसे किसी जॉब के अन्दर की साइड समकोण बनाने के लिए प्रयोग में लाया जाता है।

यह रेती त्रिकोणी होती है व इसका प्रत्यक कोण 60° का होता है। इस रेती का मुख्य प्रयोग ‘V’ आकार के ग्रूव बनाने, आयताकार, वर्गाकार या स्लॉट आदि बनाने के लिए किया जाता है। इसके अतिरिक्त इसमें आरी के दाँतें भी तेज किए जाते हैं। आमतौर पर इसकी लम्बाई का 2/3 भाग समानान्तर होता है। इसे थ्री स्क्वायर फाइल भी कहते हैं। प्रायः इस रेती के तीनों फेसों पर डबल कट दाँतें कटे होते हैं।

इस रेती को चकोर या चौरस रेती भी कहते हैं। इसकी लम्बाई का 2/3 भाग समानान्तर व 1/3 भाग टेपर होता है। इस पर दाँत दुहरे कट (Double Cut) में कटे होते हैं। इस रेती का मुख्य प्रयोग आयताकार या वर्गाकार सुराखों को बनाने तथा चाबीघाट (Key way) एवं चौरस नालियाँ आदि बनाने के लिए किया जाता है। इनका साइज इसकी मोटाई से भी लिया जाता है।

यह रेती एक तरफ से चपटी और दूसरी तरफ से अर्धगोल होती है। इस पर भी दुहरे कट दाँतें कटे होते हैं। इसकी मोटाई एवं चौड़ाई हील से मध्य तक बराबर होती है और मध्य से टो या टिप तक टेपर होती है। यह बाहरी एवं भीतरी (Concave or convex) गोलाई बनाने, छोटे सुराखों को बड़ा करने या टेढ़े-मेढ़े सुराखों को ठीक करने के लिए प्रयोग में लाई जाती है।

यह गोलाकार आकार की होती है। सामान्यतया इसकी लम्बाई का 2/3 भाग समानान्तर और बाकी भाग टेपर होता है इसलिए इसे चूहा-पूँछ (Rat Tail) रेती कहते हैं। जब यह बिना टेपर के रहती है तो इसे समानान्तर गोल रेती कहते हैं। यह इकहरों और दुहरी दोनों कटों में पाई जाती है। इन्हें वक्र सतहों को फाइलिंग करने तथा छोटे छिद्रों या स्लॉट आदि को बड़ा करने के लिए प्रयोग में लाई जाती है।

इसका आकार चाकू की तरह होता है और इसका बारीक किनारा 10° टेपर पर बना होता है। यह रेती क्रमशः चौड़ाई और मोटाई में टेपर होती है। इस रेती के दोनों फेसों तथा बारीक किनारे पर दाँतें कटे होते हैं। इसका प्रयोग ताले की चाबी के दाँतें निकालने और अन्दर के 60° से कम के कोण या बारीक किनारे बनाने के लिए किया जाता है।
किसी धातु के लिए उचित रेती का चयन करते समय निम्नलिखित तीन बातों को ध्यान में रखना चाहिए
कट के अनुसार (According to Cut)
रेती के फेस पर विभिन्न प्रकार के दाँतें कटे होते हैं, जिन्हें दाँतों का कट कहते हैं। दाँतों के कट के अनुसार रेतियाँ निम्नलिखित प्रकार की होती हैं
इस प्रकार की रेती के फेस पर दाँतें एक-दूसरे के समान्तर कटे होते हैं। ये रेती की केन्द्रीय रेखा के साथ 60° का कोण बनाते हैं। इनका उपयोग प्रायः बहुत नरम धातु को काटने के लिए किया जाता है, जैसे- एल्यूमिनियम, पीतल, तांबा आदि। इस रेती द्वारा बनी सतह डबल कट रेती की अपेक्षा अधिक फिनिश बनती है परंतु इसके द्वारा धातु कम कटती है।
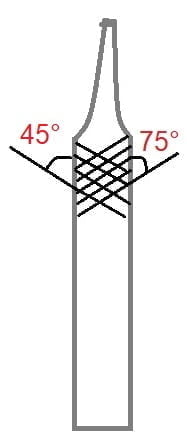
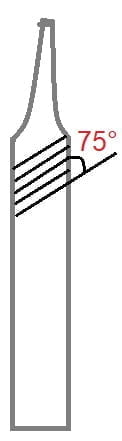
इन रेतियों के दाँतें दोनों ओर एक-दूसरे की विरोधी दिशा में दो सैटों में कटे होते हैं जो एक-दूसरे को क्रॉस करके काटे जाते हैं। दोनों कट में से एक की ओवर कट (Over Cut) जो केन्द्रीय रेखा के 60° पर होते हैं। इसे पहला कट (Ist Cut) भी कहते हैं तथा दूसरे सैट के दाँतें केन्द्रीय रेखा से 750 से 80° के कोण में कटे होते हैं जो कि प्रथम सैट के दाँतों को क्रॉस करते हैं, इसे अप कट भी कहते हैं। साधारण कार्यों के लिए दूसरी कट रेती उपयोग में लाई जाती है। इससे सफाई (Finish) तो नहीं आती, परंतु माल शीघ्रता से काट सकते हैं। [चित्र 19 (b)] ।

इस प्रकार की रेती पर दाँतें त्रिकोण पंच (Triangular Punch) द्वारा ऊपर उठाए होते हैं। यह चपटी या गोल आकार में मिलती है। इसको बहुत नर्म धातु से सीसा (Lead) या लकड़ी, हार्ड रबड़, प्लास्टिक, फाईबर आदि को काटने के लिए प्रयोग में लाया जाता है।
इस रेती पर कई दाँतें कटे होते हैं। इसका प्रयोग नर्म धातु को काटने तथा फिनिश लाने के लिए किया जाता है। इसे विक्सन रेती (Vixen File) भी कहते हैं।
इस प्रकार की रेती के गोल एवं अर्द्ध-गोल साइडों पर चूड़ी की तरह ग्रूव कटी होती है। इसका प्रयोग भी मुलायम धातुओं पर कटे छिद्र आदि को फिनिश करने के लिए किया जाता है।
दाँतों की कतारों में दूरी या दाँतों के बीच के अन्तराल (Pitch) को रेती का ग्रेड (Grade of files) कहते हैं। ग्रेड मीट्रिक पद्धति में रेती की 10 मि.मी. लम्बाई में दाँतों की संख्या व्यक्त करता है तथा ब्रिटिश पद्धति में एक इंच लम्बाई में दाँतों की संख्या व्यक्त की जाता है।
रेती की लम्बाई के साथ-साथ उसके दाँतों की संख्या भी बदलती रहती है। एक छोटी रफ कट रेती के दाँतें उतने महीन होंगे जितने एक बड़ी सेकेंड कट रेती के। कि 400 मि.मी. सेकेंड कट रेती के दाँतें 150 मि.मी. सेकेंड की अपेक्षा मोटे होंगे।
रफ रेती को नर्म धातु काटने के लिए प्रयोग में लाया जाता है अर्थात् नर्म धातु के ढलवें पार्टी की सतह आदि बनाने के लिए, परंतु साधारण फाइलिंग कार्यों के लिए बास्टर्ड रेती उपयोग की जाती है। कठोर धातुओं के लिए सेकेंड कट रेती उचित है तथा अधिकांश फिटिंग कार्यों में परिशुद्धता तथा फिनिश के लिए सेकेंड कट रेती ही उपयोग में लाई जाती है। स्मूथ रेती उपरोक्त रेतियों द्वारा बनी सतह को सही और समान बनाने के लिए तथा डैड स्मूथ रेती सतह पर उच्च फिनिश लाने के लिए प्रयोग में लाई जाती है।
फाइल की बॉडी मध्य में कुछ ऊपर को उठी होती है अर्थात् उत्तल (Convex) होती है अर्थात् फाइल के उभरे हुए भाग को फाइल की कनवैक्सिटी कहते हैं। इसके निम्नलिखित लाभ हैं
साधारणत: कारीगर टेपर और कनवैक्सिटी को एक ही मान लेते हैं, परंतु यह भिन्न है। जैसाकि एक चपटी रेती के फेस का मध्य भाग कुछ ऊपर उठा अर्थात् कनवैक्स होता है। परंतु इसकी चौड़ाई टेपर होती है। इसी प्रकार अन्य सभी रेतियाँ लम्बाई के 1/3 भाग में टेपर होती हैं। रेती में टेपर होने का सबसे बड़ा लाभ यह है कि वह अपनी चौड़ाई अथवा मोटाई से कम साइज के स्लॉट या छिद्र में प्रयोग की जा सकती है जिस प्रकार स्क्वायर, राऊंड तथा ट्राईएंगुलर फाइलें प्वाइंट की तरफ टेपर होती हैं जिनसे उनकी उपयोगिता बढ़ जाती है जैसे गोल रेती के टेपर होने के कारण इसके साइज से कम माप के छिद्र को फाइल कर सकते हैं।
रेती को खरीदते या माँगते समय निम्नलिखित विवरण देना अति आवश्यक है
उदाहरण- File 250 mm, Flat Smooth, Single cut. रेती 10 इंच राऊंड, सेकेंड कट, डबल कट। 6 इंच या 150 मि.मी. त्रिकोणी, स्मूथ, डबल कट।
ग्रेड– इसमें 10 मि.मी. में दाँतों की संख्या बताई जाती है; जैसे-बास्टर्ड, सेकेंड कट या स्मूथ आदि।
कट (Cut) – कट में रेती के दाँतों की किस्म और कोण बताए जाते हैं; जैसे-सिंगल कट, डबल कट, रास्प कट या कर्ल्ड कट आदि।
रेती द्वारा जिस क्रिया से धातु को काटा जाता है उसे फाइलिंग कहते हैं। फाइलिंग करते समय निम्नलिखित बातों को ध्यान में रखना अति आवश्यक है
फाइलिंग तीन प्रकार से की जाती है
इस विधि में वाइस के बिल्कुल सामने खड़े होकर रेती को सीधा चलाया जाता है ताकि जॉब की सतह को समतल या जा सके। इस विधि में धातु अधिक कटती है, परंतु सन्तुलन अधिक रखने की आवश्यकता होती है,
जिस विधि में रेती को जॉब के एक कोने से दूसरे कोने तक एक स्ट्रोक में पूरा चलाया जाता है, उस विधि को क्रॉस फाइलिंग कहते हैं। इस विधि से कम समय में पूरी सतह समतल बन जाती है। इस प्रकार की फाइलिंग प्रायः चौड़ी सरफेस बनाने के लिए की जाती है। इसे डायगनल (Diagonal) फाइलिंग भी कहते हैं।
जॉब पर उठे हुए हाई स्पॉट्स, खरोंचों (Scratches) को दूर करने एवं हाई फिनिश लाने के लिए ड्रॉ फाइलिंग की जाती है। इस विधि में रेती को दोनों हाथों की हथेलियों में (चित्र 24) के अनुसार पकड़कर फाइलिंग की जाती है। इस विधि के लिए स्मूथ फाइल ही चुननी चाहिए। पिनिंग से बचने के लिए फाइल पर सूखा चाक लगा लेनी चाहिए।
जब किसी धातु पर फाइलिंग करते हैं तो रेती द्वारा कटे कण रेती के दाँतों में फंस जाते हैं इसे रेती की पिनिंग कहते हैं। पिनिंग हो जाने से जॉब की परिशुद्धता (Accuracy) में अन्तर आ जाता है और जॉब की सरफेस पर लाइनें व खरोचें पड़ जाती है। इसको दूर करने के लिए फाइल कार्ड द्वारा कणों को रेती में से निकाल देना चाहिए तथा रेती के फेस पर चाक लगा लेना चाहिए। परंतु कभी भी गीला चाक नहीं लगाना चाहिए। इससे रेती को जंग (Rust) लग जायेगा।
यह एक प्रकार का ब्रुश है जो पतली कठोर तारों का बना होता है। जिसे कीलों द्वारा एक लकड़ी के टुकड़े पर लगा लिया जाता है। इसे रेती के दाँतों से फँसे धातु कण निकालने के लिए प्रयोग करते हैं, ध्यान रहे फाइल कार्ड को रेती पर उसी दिशा में चलाना चाहिए जिस दिशा में रेती पर दाँतें कटे हैं। जैसाकि चित्र 25 में दिखाया गया है। जब फाइल कार्ड न हो तो स्कोरर द्वारा धातु कण निकाल लेने चाहिए। नरम धातु की तार को नुकीला बनाकर स्कोरर तैयार कर लेते हैं।
फाइल या रेती का वर्गीकरण (प्रकार) निम्नलिखित विधि से किया जाता है
लम्बाई के आधार पर
आकृति के अनुसार
कट के अनुसार
ग्रेड के अनुसार
लम्बाई के आधार पर
रेती हाई कार्बन स्टील ( HCS ) की बनी होती है।
दस्ती रेती (Hand File) यह रेती चौड़ाई में समानान्तर अर्थात् हील से प्वाइंट तक एक समान होती है, परंतु मोटाई में कुछ टेपर होती है।
हैंड फाइल (दस्ती रेती) का दूसरा नाम सेफ-ऐज (Safe Edge) रेती भी कहते हैं|
दोनों कट में से एक की ओवर कट (Over Cut) जो केन्द्रीय रेखा के 60° पर होते हैं। इसे पहला कट (Ist Cut) भी कहते हैं तथा दूसरे सैट के दाँतें केन्द्रीय रेखा से 750 से 80° के कोण में कटे होते हैं जो कि प्रथम सैट के दाँतों को क्रॉस करते हैं, इसे अप कट भी कहते हैं।
More Important Links

ITI Occupational Health and Safety Theory most important example in Hindi for its candidates in this chapter we learn about workplace safety and security’s important terms and how to implement it.

सुरक्षा एवं स्वास्थ्य से अभिप्राय व्यवसायिक कार्यों में कार्यरत श्रमिकों के कल्याण स्वास्थ्य सुरक्षा से है कार्यक्षेत्र में श्रमिकों को शारीरिक व मानसिक क्षति से बचाना व्यवसायिक सुरक्षा कहलाता है जीवन एक अमूल्य निधि है इसकी सुरक्षा के लिए सावधानी आवश्यक है और सावधानी व अज्ञानता वश किसी भी कार्य क्षेत्र में मनुष्य दुर्घटना का शिकार हो जाता है यदि कार्य करते समय हम सावधानी को प्राथमिकता दें तो दुर्घटनाओं को कम किया जा सकता है
आइए सुरक्षा से जुड़े कुछ तथ्य को जानते व समझते हैं
सुरक्षा के लिए कई चिन्हों का प्रयोग किया जाता है जो निम्न है –
यह चिन्ह गलत कार्यों के लिए मनाही का संकेत देते हैं यह चिन्ह गोलाकार होते हैं इन चिन्हों में बॉर्डर तथा लाल रंग का क्रॉस बना होता है उनकी पृष्ठभूमि सफेद होती है वह ऊपर काले रंग का संकेत चिन्ह बना होता है
उदाहरण :-


उदाहरण ध्रूमपान ना करना आग ना जलाना
इन चिन्हो के द्वारा आने वाले खतरे की चेतावनी दी जाती है जैसे बिजली के झटके आग का भय इनका आकार त्रिकोण होता है इनके पृष्ठभूमि पीले रंग की होती है तथा संकेत चिन्ह तथा बॉर्डर काले रंग का होता है
उदाहरण:-


इन चिन्हो के द्वारा कार्य स्थल पर जरूरी आदेश दिए जाते हैं इनका आकार गोलाकार होता है इनके पृष्ठभूमि नीली होती है जिसके ऊपर सफेद रंग का चिन्ह छाया होता है
दस्ताने टोपी चश्मा जूते मास्क पहनने का आग्रह करते हैं
उदाहरण:-


इन चिन्हों के द्वारा सुरक्षा संबंधित जानकारी दी जाती है इनका आकार वर्गाकार होता है इनकी पृष्ठभूमि हरे रंग की तथा संकेत चिन्ह सफेद रंग होते हैं
उदाहरण :-

