Preparing for the All India Trade Test (AITT) in the Electrician trade requires solid command over theory and applied knowledge. Candidates often look for reliable short question–answer sets in Hindi to strengthen key concepts and save revision time. This article brings together a structured list of 75 Important Hindi Questions and Answers, carefully divided by syllabus sections – Fitter Trade Theory, Workshop Science & Calculation (WSC), Engineering Drawing (ED), and Employability Skills (ES).
The purpose of this compilation is to help ITI students review all fundamental concepts for Part A (Trade Theory Group) and Part B (Employability Skills). When studied thoroughly, this Q&A-style preparation guide boosts understanding of both practical and theoretical areas asked in the AITT. Each set provides short Hindi questions with concise Hindi answers for fast memorization and last-minute revision.
Let’s go through these segments systematically, ensuring that no part of the syllabus is missed and every essential topic receives attention before the exam day.
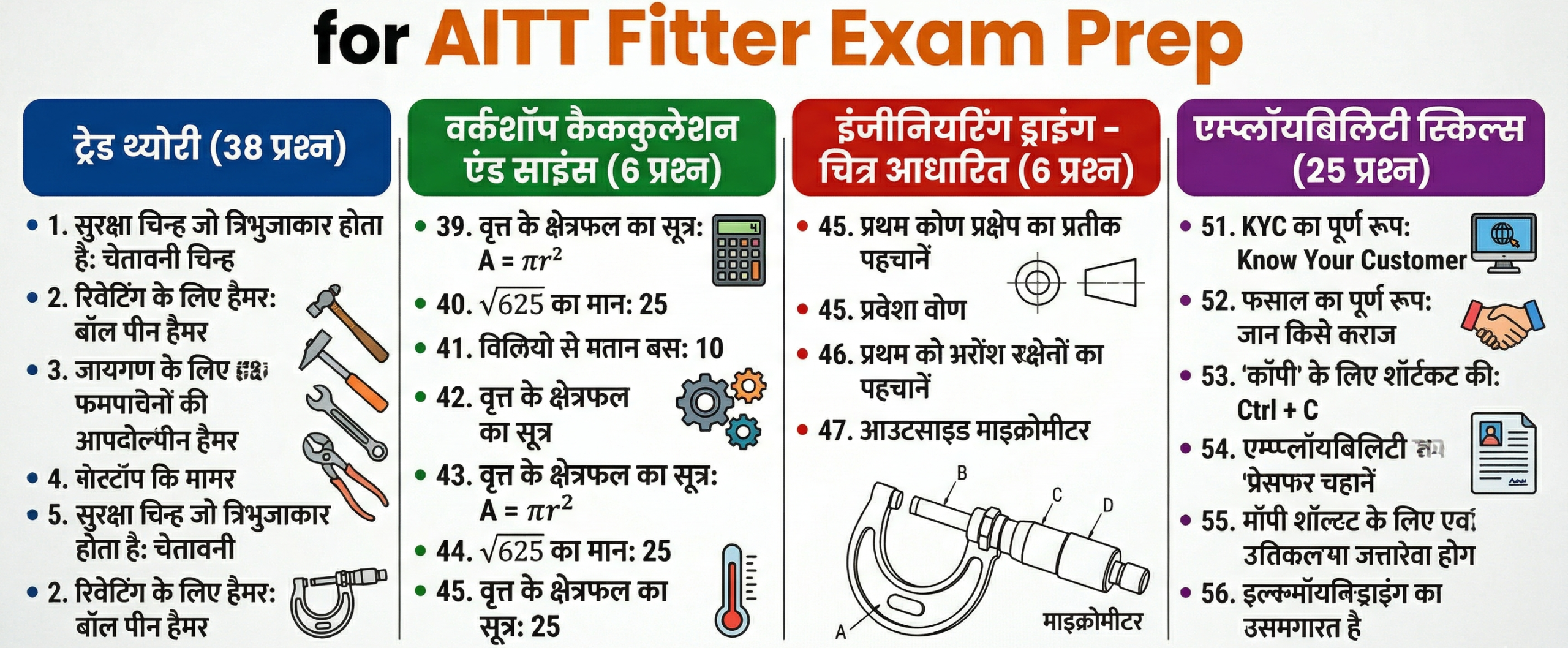
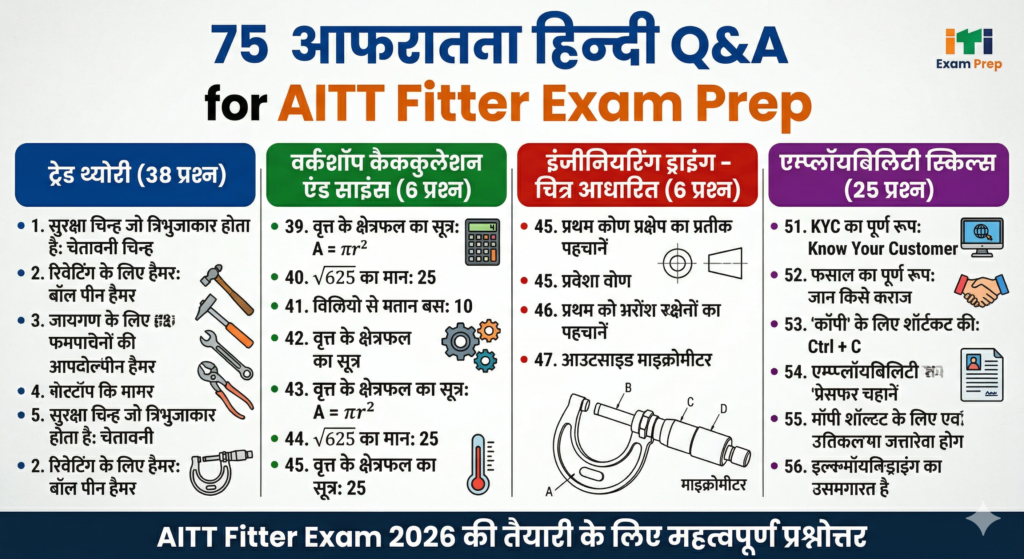
भाग 1: ट्रेड थ्योरी (38 प्रश्न)
विषय: फिटिंग, टूल्स, और मशीन ऑपरेशंस
- उस सुरक्षा चिह्न का नाम क्या है जो त्रिभुजाकार होता है? चेतावनी चिन्ह (Warning Sign)।
- रिवेटिंग के लिए किस हथौड़े का उपयोग किया जाता है? बॉल पीन हैमर।
- मीट्रिक वर्नियर कैलिपर का अल्पतमांक (Least Count) क्या होता है? 0.02 mm।
- समतल सतहों पर हाई-क्वालिटी फिनिश के लिए किस फाइल का उपयोग किया जाता है? डेड स्मूथ फाइल।
- विद्युत धारा की इकाई क्या है? एम्पियर।
- सोल्डरिंग आयरन की टिप किस धातु की बनी होती है? तांबा (Copper)।
- ट्राई स्क्वायर का उपयोग क्या है? 90 डिग्री के कोण की जांच करना।
- धातु पर वृत्त बनाने के लिए किस उपकरण का उपयोग किया जाता है? डिवाइडर।
- एल्युमीनियम का गलनांक कितना होता है? 660°C।
- बिजली की आग के लिए किस अग्निशामक का उपयोग किया जाता है? हैलोन (CTC) या $CO_2$।
- स्टैंडर्ड मीट्रिक थ्रेड M10 का पिच कितना होता है? 1.5 mm।
- माइक्रोमीटर का कौन सा हिस्सा एक समान दबाव सुनिश्चित करता है? रैचेट स्टॉप (Ratchet Stop)।
- सोल्डरिंग में फ्लक्स का क्या कार्य है? ऑक्सीकरण को रोकना।
- सॉफ्ट सोल्डर का मिश्रण क्या है? लेड (सीसा) और टिन।
- सामान्य कार्यों के लिए किस ड्रिल बिट का उपयोग किया जाता है? ट्विस्ट ड्रिल।
- न्यूट्रल फ्लेम में ऑक्सीजन और एसिटिलीन का अनुपात क्या होता है? 1:1।
- हैक्सॉ ब्लेड किस सामग्री से बनाया जाता है? हाई स्पीड स्टील (HSS)।
- ‘क्लास A’ की आग क्या है? लकड़ी, कागज या कपड़े से लगने वाली आग।
- एनीलिंग (Annealing) का मुख्य उद्देश्य क्या है? धातु को नरम करना।
- की-वे (Keyways) काटने के लिए किस छेनी का उपयोग किया जाता है? केप छेनी (Cape Chisel)।
- ट्रांसफॉर्मर का कार्य क्या है? AC वोल्टेज को कम या ज्यादा करना।
- मेटिंग पार्ट्स के बीच गैप की जांच के लिए किस गेज का उपयोग किया जाता है? फिलर गेज (Feeler Gauge)।
- पीतल (Brass) किन धातुओं का मिश्रण है? तांबा और जस्ता (Zinc)।
- घरेलू मिक्सर में कौन सी मोटर उपयोग की जाती है? यूनिवर्सल मोटर।
- धातु का वह गुण जिसके कारण उसे तारों में खींचा जा सकता है? डक्टिलिटी (Ductility)।
- सेंटर पंच का मानक कोण कितना होता है? 90°।
- कैसल नट (Castle Nut) का उपयोग किसके साथ किया जाता है? स्प्लिट पिन के साथ।
- पूरी तरह चार्ज लीड-एसिड बैटरी का विशिष्ट घनत्व कितना होता है? 1.280।
- सीट मेटल वर्क में सबसे मजबूत जोड़ कौन सा है? ग्रूव्ड जॉइंट।
- नॉर्मलाइजिंग का उद्देश्य क्या है? ग्रेन स्ट्रक्चर को सुधारना।
- अत्यधिक उच्च प्रतिरोध मापने के लिए किसका उपयोग किया जाता है? मेगर (Megger)।
- बेंच वाइस की बॉडी किस धातु की बनी होती है? कास्ट आयरन।
- ड्रिलिंग मशीन में ड्रिल को पकड़ने वाले हिस्से को क्या कहते हैं? चक (Chuck)।
- V-ब्लॉक का उपयोग क्या है? गोल रॉड को पकड़ने के लिए।
- ग्राइंडिंग व्हील की ड्रेसिंग के लिए क्या उपयोग किया जाता है? डायमंड ड्रेसर।
- लीकेज चेक करने के लिए किस गेज का प्रयोग करते हैं? प्रेशर गेज।
- पाइप के सिरों को बंद करने के लिए किसका प्रयोग होता है? प्लग (Plug)।
- BIS का पूर्ण रूप क्या है? ब्यूरो ऑफ इंडियन स्टैंडर्ड्स।
भाग 2: वर्कशॉप कैलकुलेशन एंड साइंस (6 प्रश्न)
- वृत्त के क्षेत्रफल का सूत्र क्या है? A = π r2।
- √625 का मान क्या होगा? 25।
- शक्ति (Power) की इकाई क्या है? वाट (Watt)।
- 4 सेमी भुजा वाले घन का आयतन ज्ञात कीजिए। 64 घन सेमी (4 x 4 x 4)।
- पानी का क्वथनांक फारेनहाइट में कितना होता है? 212°F।
- वेग (Velocity) का सूत्र क्या है? विस्थापन / समय।
भाग 3: इंजीनियरिंग ड्राइंग – चित्र आधारित (6 प्रश्न)
परीक्षा में आपको चित्र दिए जाएंगे, यहाँ उनके विवरण हैं:
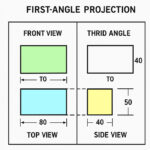
- प्रथम कोण प्रक्षेप (First Angle Projection) का प्रतीक पहचानें।
 (इसमें छोटा वृत्त दाईं ओर होता है)।
(इसमें छोटा वृत्त दाईं ओर होता है)। - छिपे हुए भागों को दिखाने के लिए किस रेखा का उपयोग किया जाता है? डैश लाइन (—)।
- चित्र में दिखाए गए टूल का नाम बताएं: (अक्सर वर्नियर कैलिपर या आउटसाइड माइक्रोमीटर पूछा जाता है)।
- थ्रेड का प्रकार पहचानें: (60° कोण है तो मीट्रिक थ्रेड)।
- ड्राइंग में ‘X’ द्वारा चिह्नित रेखा क्या दर्शाती है? मुख्य व्यास (Major Diameter)।
- ज्यामितीय आकृति पहचानें: (जैसे हेक्सागोनल प्रिज्म या पंचभुज)।
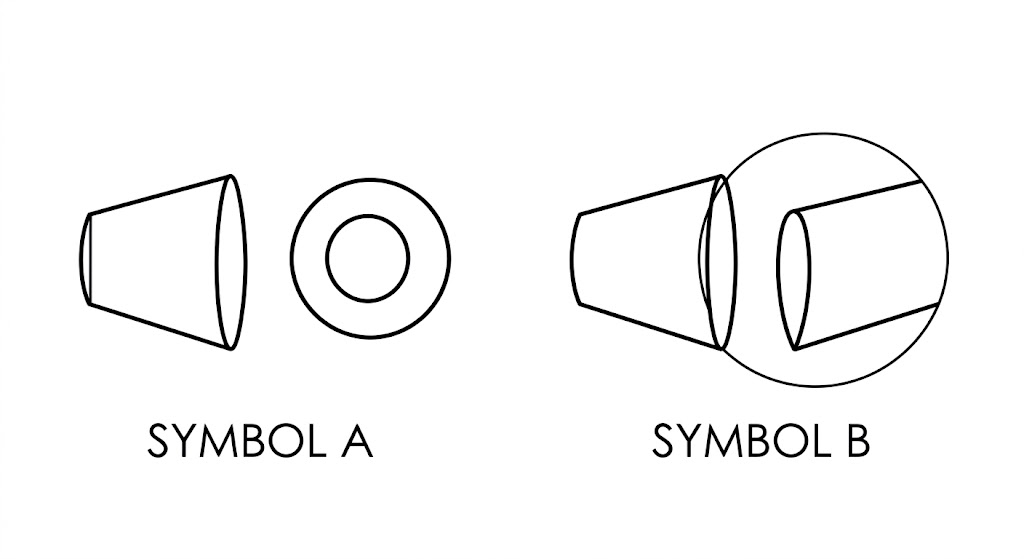 (इसमें छोटा वृत्त दाईं ओर होता है)।
(इसमें छोटा वृत्त दाईं ओर होता है)।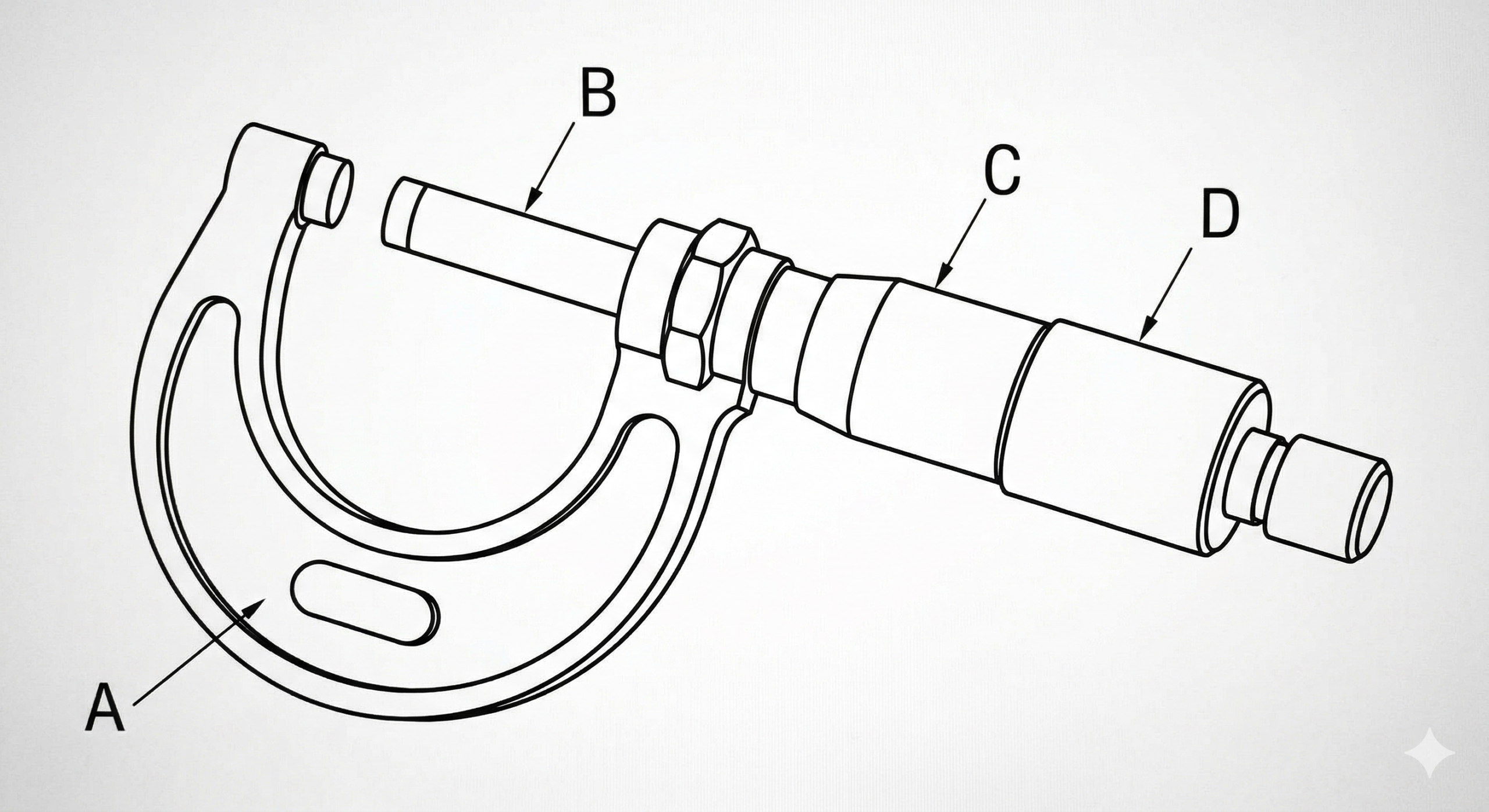 (अक्सर वर्नियर कैलिपर या आउटसाइड माइक्रोमीटर पूछा जाता है)।
(अक्सर वर्नियर कैलिपर या आउटसाइड माइक्रोमीटर पूछा जाता है)।भाग 4: एम्प्लॉयबिलिटी स्किल्स (25 प्रश्न)
- KYC का पूर्ण रूप क्या है? Know Your Customer।
- एक सर्च इंजन का नाम बताएं। गूगल (Google)।
- ‘कॉपी’ के लिए शॉर्टकट की क्या है? Ctrl + C।
- गैर-मौखिक संचार (Non-verbal) का उदाहरण क्या है? शारीरिक हाव-भाव (Body language)।
- ATM का पूर्ण रूप क्या है? ऑटोमेटेड टेलर मशीन।
- करियर साइट का उदाहरण क्या है? LinkedIn।
- कंप्यूटर का मस्तिष्क किसे कहा जाता है? CPU।
- SMS का मतलब क्या है? शॉर्ट मैसेज सर्विस।
- इनपुट डिवाइस का उदाहरण क्या है? कीबोर्ड या माउस।
- PPE का पूर्ण रूप क्या है? पर्सनल प्रोटेक्टिव इक्विपमेंट।
- सुपरवाइजर का अभिवादन करने का सही तरीका क्या है? औपचारिक (जैसे “गुड मॉर्निंग सर”)।
- 5S सिस्टम में ‘S’ का क्या अर्थ है? सॉर्ट (Sort), सेट इन ऑर्डर, शाइन, स्टैंडडाइज, सस्टेन।
- LAN का विस्तार क्या है? लोकल एरिया नेटवर्क।
- एक उद्यमी (Entrepreneur) का गुण क्या है? जोखिम उठाना (Risk-taking)।
- ‘पेस्ट’ के लिए शॉर्टकट क्या है? Ctrl + V।
- रिज्यूमे (Resume) का मुख्य उद्देश्य क्या है? इंटरव्यू के लिए बुलाया जाना।
- ग्लोबल वार्मिंग के लिए कौन सी गैस जिम्मेदार है? कार्बन डाइऑक्साइड (CO2)।
- SWOT का पूर्ण रूप क्या है? Strengths, Weaknesses, Opportunities, Threats।
- प्रोफेशनल नेटवर्किंग के लिए कौन सा ऐप है? LinkedIn।
- GDP का पूर्ण रूप क्या है? ग्रॉस डोमेस्टिक प्रोडक्ट।
- संचार में बाधा (Barrier) क्या है? शोर (Noise)।
- वर्ड फाइल का एक्सटेंशन क्या होता है? .docx।
- ISO का पूर्ण रूप क्या है? इंटरनेशनल ऑर्गनाइजेशन फॉर स्टैंडर्डाइजेशन।
- एक्सेल शीट की मूल इकाई क्या है? सेल (Cell)।
- कंप्यूटर की स्थायी मेमोरी कौन सी है? ROM।
- 75 Important Hindi Q&A for AITT Fitter Exam Prep
 Preparing for the All India Trade Test (AITT) in the Electrician trade requires solid command over theory and applied knowledge. Candidates often look for reliable short question–answer sets in Hindi to strengthen key concepts and save revision time. This article brings together a structured list of 75 Important Hindi Questions and Answers, carefully divided by … Read more
Preparing for the All India Trade Test (AITT) in the Electrician trade requires solid command over theory and applied knowledge. Candidates often look for reliable short question–answer sets in Hindi to strengthen key concepts and save revision time. This article brings together a structured list of 75 Important Hindi Questions and Answers, carefully divided by … Read more - Marking and Marking Tools MCQ Question AnswerITI Fitter Marking and Measuring tools MCQ question answer in Hindi for Fitter Trade most Important question for ITI Fitter CBT Examination and ITI Based all Competitive Examination in Hindi Marking and Marking Tools MCQ Question Answer प्रश्न – चिन्ह कार्यों में सर्वप्रथम कौन सी रेखा खींची जानी चाहिए उत्तर – सीधी क्षेतीज ऊर्ध्वाधर एवं … Read more
- Fitter Question Answer Measurement and Measuring UnitITI Fitter Question Answer in Hindi for Measurement and Measuring Unit Pdf Most Important Short Question in Hindi for ITI Fitter Candidate Online Test for CBT Examination Fitter Question Answer प्रश्न – माप लेने की दो विधियां कौन सी होती हैं उत्तर – प्रत्यक्ष माप व अप्रत्यक्ष माप प्रश्न – स्टील रूल वर्नियर कैलिपर तथा … Read more